
การใช้เครื่องมือ, งานกัด กลึง, บทความทั้งหมด, สาระแมชชีน
กัดแห้งหรือใช้น้ำมันตัดกลึง

การกัดเป็นกระบวนการที่ไม่ต่อเนื่องโดยเนื้อแท้ สิ่งนี้ทำให้อุณหภูมิที่สร้างขึ้นที่คมตัดมีความผันผวนอย่างต่อเนื่องระหว่างระดับร้อน (~1,000°C) และเย็นในระดับต่างๆ
ผลกระทบของน้ำมันตัดกลึง
การเปลี่ยนแปลงของอุณหภูมิจะรุนแรงขึ้นเมื่อคมตัดเข้าและออกจากคมตัด คมตัดจึงได้รับแรงกระแทกจากความร้อนและความเค้นเป็นวงจรซึ่งอาจส่งผลให้เกิดการแตกร้าว และในกรณีที่เลวร้ายที่สุดอาจทำให้เครื่องมือหมดอายุการใช้งานก่อนเวลาอันควร
ยิ่งพื้นที่ตัดร้อนมากเท่าใด การใช้น้ำมันตัดกลึงจะไม่เหมาะสมมากขึ้นเท่านั้น
ในการทำงานเก็บผิวละเอียด การใช้ของไหลตัดจะไม่ลดอายุการใช้งานของเครื่องมือมากเท่าในการกัดหยาบ เนื่องจากระดับความร้อนที่ลดลง
 รอยร้าวจากความร้อนที่คมตัด
รอยร้าวจากความร้อนที่คมตัด
โม่แห้ง
การกัดแบบแห้งช่วยยืดอายุของคมตัด การเปลี่ยนแปลงของอุณหภูมิเกิดขึ้นแต่ยังคงอยู่ในขอบเขตการออกแบบของเกรดคาร์ไบด์ การกัดหยาบควรทำงานแบบแห้งเสมอ

การกัดด้วยน้ำมันตัดกลึง
มีข้อยกเว้นบางประการเมื่อควรใช้น้ำมันตัดกลึง:
- การตกแต่งเหล็กกล้าไร้สนิมและอะลูมิเนียม – เพื่อป้องกันการเลอะของอนุภาคโลหะในพื้นผิว
- การกัดโลหะผสมทนความร้อนที่ความเร็วตัดต่ำ – เพื่อหล่อลื่นและทำให้ส่วนประกอบเย็นลง
- การกัดเหล็กหล่อ – เพื่อลดความชื้นและขจัดฝุ่นด้วยเหตุผลด้านสิ่งแวดล้อม สุขภาพ และคุณภาพของส่วนประกอบ
- การกัดชิ้นส่วนที่มีผนังบาง – เพื่อป้องกันการบิดเบี้ยวทางเรขาคณิต
- ระบบหล่อลื่นระดับไมโคร เช่น อากาศอัดที่มีน้ำมันพิเศษจำนวนเล็กน้อย สามารถนำมาใช้เพื่อช่วยในการคายเศษในโพรงลึก
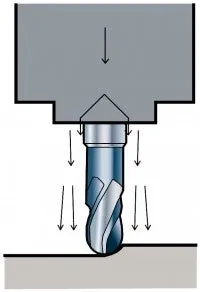 อากาศอัด
อากาศอัด
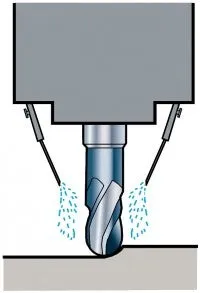 ละอองน้ำมัน
ละอองน้ำมัน
ในระบบหล่อลื่นขนาดเล็ก ปริมาณของ “ละอองน้ำมัน” คือน้ำมันเพียงไม่กี่มิลลิลิตรต่อชั่วโมง และจะถูกระบายออกผ่านระบบระบายอากาศแบบกรองปกติ
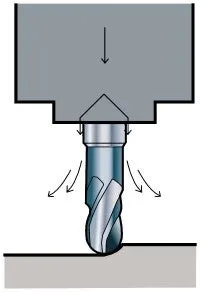 ไหลผ่าน
ไหลผ่าน
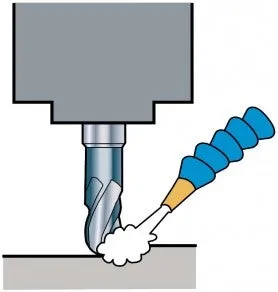 การไหลภายนอก
การไหลภายนอก
หากต้องกัดแบบเปียก ควรใช้น้ำหล่อเย็นในปริมาณมาก