การใช้เครื่องมือ, บทความทั้งหมด, สาระแมชชีน, เครื่องจักรCNC
การกัดกลึง Turning+Milling
กลึงงาน
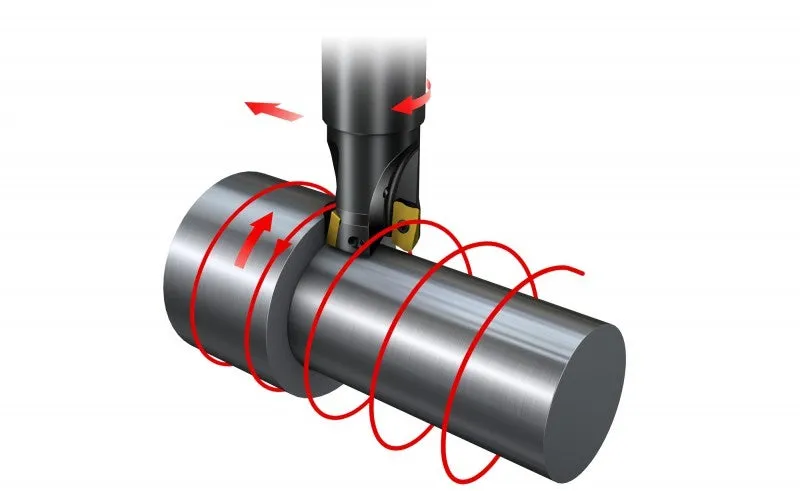
การกัดกลึงหมายถึงการกัดผิวโค้งในขณะที่หมุนชิ้นงานไปรอบๆ จุดศูนย์กลาง
รูปแบบหรือรูปร่างนอกรีตที่แตกต่างอย่างมากจากการกัดหรือกลึงแบบทั่วไปมักจะสามารถกลึงได้ วิธีการนี้ทำให้สามารถขจัดเนื้อโลหะได้สูงด้วยการควบคุมเศษที่ยอดเยี่ยม
พื้นผิวทรงกระบอกสามารถผลิตได้เฉพาะเมื่อป้อนหัวกัดในแนวรัศมีระหว่างการหมุน
ด้วยการเคลื่อนหัวกัดไปสองทิศทางพร้อมกัน จึงสามารถสร้างพื้นผิวนอกรีตได้ เช่น ลูกเบี้ยวบนเพลา
การเคลื่อนที่มากกว่า 2 แกนต้องใช้เครื่องมือที่มีความสามารถในการไล่ระดับ
ต้องใช้แกน 5 แกนในการตัดเฉือนรูปทรงกรวย
การกัดกลึงของโปรไฟล์ที่ซับซ้อน เช่น ใบมีดเทอร์ไบน์ จำเป็นต้องมีการเคลื่อนไหวพร้อมกันใน 5 แกน (หรือ 4) แกน 2 หรือ 3 สำหรับชิ้นงาน และ 1 หรือ 2 สำหรับเครื่องมือ
สามารถผลิตชิ้นส่วนต่างๆ เช่น ใบพัดเทอร์ไบน์ได้โดยการป้อนเครื่องตัดมากกว่า 2 แกนในขณะที่หมุนส่วนประกอบไปพร้อมกัน
ทางเลือกของกระบวนการกัดกลึง
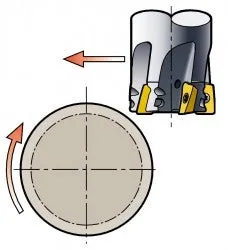
การกัดกลึงปาดหน้า – 4/5 แกน
วิธีการหลักสำหรับการตัดเฉือนภายนอก
+ ส่วนขยายเครื่องมือสั้น ๆ
+ เส้นผ่านศูนย์กลางเครื่องมือเล็กลง/แรงบิดต่ำ
+ ส่วนประกอบภายนอก/เรียว
+ การทำโปรไฟล์
– ไม่ใช่พื้นผิวทรงกระบอกตามธรรมชาติ
– ภายใน
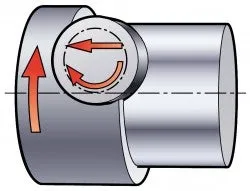
การกัดกลึงรอบนอก – 3/4 แกน
หลักการเดียวกับการแก้ไขแบบวงกลม (ภายใน / ภายนอก) แต่ในทางกลับกัน การกัดทั้งชิ้นงานและหัวกัดจะหมุน
ใช้สำหรับคุณสมบัติภายในเป็นหลัก
+ เครื่องจักรภายใน
+ พื้นผิวทรงกระบอก
+ ช่องแคบ
+ การกัดเกลียว
+ ความกลม
– การทำโปรไฟล์
– เส้นผ่านศูนย์กลางใหญ่ขึ้น/แรงบิดสูง
– ระยะยื่นยาว

วิธีใช้งานการกัดกลึง
ตำแหน่งหัวกัด – เม็ดมีดสี่เหลี่ยม/ที่ปัดน้ำฝน
ตำแหน่งของเครื่องตัด

ความกว้างของการตัด

1 = ตัดครั้งแรก
2 = ตัดครั้งที่สอง
ในการกัดกลึงปาดหน้า เม็ดมีดไวเปอร์หนึ่งเม็ดถูกใช้เพื่อสร้างหน้าสัมผัสที่เป็นเส้นตรงระหว่างหัวกัดกับพื้นผิวที่ตัดเฉือน เพื่อสร้างส่วนทรงกระบอกของส่วนประกอบ
เนื่องจากพื้นผิวที่กลึงมีความนูน พื้นที่ไวเปอร์จึงต้องแบนราบแทนการครอบฟัน เพื่อให้ครอบคลุมความกว้างทั้งหมดของหัวกัด ต้องวางเครื่องมือโดยมีค่าชดเชยอย่างน้อยสองค่า ครั้งแรกE w1ระหว่างการปฏิวัติครั้งแรกของชิ้นงาน จากนั้นย้ายไปที่E w2สำหรับการตัดครั้งที่สอง
ตำแหน่งหัวกัด – เม็ดมีดทรงกลม/ไม่มีไวเปอร์


สำหรับการผลิตพื้นผิวที่เรียบที่สุดเท่าที่จะเป็นไปได้ในการกัดกลึง หัวกัดที่มีเส้นผ่านศูนย์กลางขนาดเล็กที่มีความกว้างของการตัดa eน้อยกว่า 40% ของเส้นผ่านศูนย์กลางหัวกัดที่ใช้งานจริง DC นั้นเหมาะสมที่สุด
อย่างไรก็ตามต้องเพิ่ม e เพื่อให้ได้ผลผลิตที่ดีที่สุด สามารถทำได้โดยการเพิ่ม:
เส้นผ่านศูนย์กลางของคัตเตอร์
อัตราส่วนของการมีส่วนร่วมในแนวรัศมี – a e /DC
เพื่อให้ได้ความสูงของยอดที่ยอมรับได้ หัวกัดต้องได้รับการชดเชยจากจุดศูนย์กลาง จำนวนออฟเซ็ตขึ้นอยู่กับ a e และนำมาจากไดอะแกรมสำหรับe /DC ที่ เกี่ยวข้อง
ออฟเซ็ตและความกว้างของการตัด


ความกว้างของwiper

ความกว้างของการตัด
เมื่อทำการกัดพื้นผิวที่กว้างกว่าเส้นผ่านศูนย์กลางของหัวกัด จำเป็นต้องอยู่ในตำแหน่งเริ่มต้น จากนั้นจึงเลื่อนหัวกัดในแนวแกนไปยังความยาวที่ต้องการ ซึ่งก็คือ อย่างไรก็ตาม ไม่เกิน 80% ของa ez1ต่อการปฏิวัติ หากต้องการบ่า 90° เครื่องตัดจะต้องเลื่อนไปที่ตำแหน่งที่สองE w2
หลักการป้อนเข้า
ในระหว่างขั้นตอนการกัดกลึง ควรป้อนเครื่องมือกัดเข้าไปในชิ้นงานในแนวรัศมี ความเร็วในการหมุนของชิ้นงานควรสอดคล้องกับอัตราป้อน/ฟันเฟืองที่แนะนำสำหรับเม็ดมีด ควรป้อนเครื่องตัดตามแนวแกน