
การใช้เครื่องมือ, งานกัด กลึง, บทความทั้งหมด, สาระแมชชีน
การกัดโปรไฟล์คืออะไร? profile milling
การกัดโปรไฟล์คืออะไร?
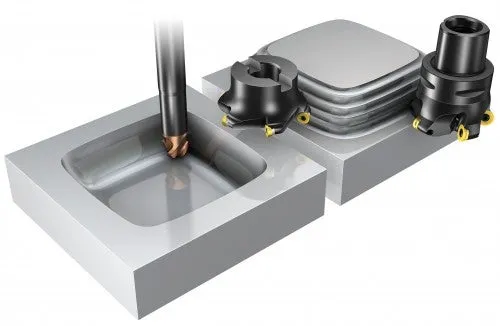
 การกัดขึ้นรูปเป็นการกัดทั่วไป เม็ดมีดทรงกลมและแนวคิดที่มีรัศมีคือหัวกัดที่ใช้สำหรับการกัดหยาบและกึ่งกัดหยาบ ในขณะที่ดอกเอ็นมิลปลายมนคือหัวกัดที่ใช้สำหรับการเก็บผิวละเอียดและการเก็บผิวละเอียดพิเศษ
การกัดขึ้นรูปเป็นการกัดทั่วไป เม็ดมีดทรงกลมและแนวคิดที่มีรัศมีคือหัวกัดที่ใช้สำหรับการกัดหยาบและกึ่งกัดหยาบ ในขณะที่ดอกเอ็นมิลปลายมนคือหัวกัดที่ใช้สำหรับการเก็บผิวละเอียดและการเก็บผิวละเอียดพิเศษ
กระบวนการกัดโปรไฟล์
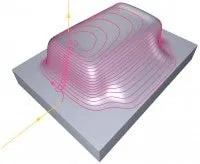
 การกัดขึ้นรูปครอบคลุมการกัดหลายแกนของรูปทรงนูนและเว้าในสองและสามมิติ ยิ่งส่วนประกอบมีขนาดใหญ่ขึ้นและการกำหนดค่าเครื่องจักรซับซ้อนมากขึ้น การวางแผนกระบวนการกัดขึ้นรูปก็ยิ่งมีความสำคัญมากขึ้นเท่านั้น
การกัดขึ้นรูปครอบคลุมการกัดหลายแกนของรูปทรงนูนและเว้าในสองและสามมิติ ยิ่งส่วนประกอบมีขนาดใหญ่ขึ้นและการกำหนดค่าเครื่องจักรซับซ้อนมากขึ้น การวางแผนกระบวนการกัดขึ้นรูปก็ยิ่งมีความสำคัญมากขึ้นเท่านั้น
กระบวนการตัดเฉือนควรแบ่งออกเป็นประเภทการทำงานอย่างน้อยสามประเภท:
- การกัดหยาบ/กึ่งหยาบ
- กึ่งสำเร็จ
- จบ
บางครั้งจำเป็นต้องมีการเก็บผิวละเอียดขั้นสุดท้ายโดยใช้เทคนิคการตัดเฉือนความเร็วสูง การกัดวัสดุที่เหลือ ซึ่งเรียกว่าการกัดส่วนที่เหลือ จะรวมอยู่ในการเก็บผิวกึ่งละเอียดและการเก็บผิวละเอียด เพื่อความแม่นยำและผลผลิตที่ดีที่สุด แนะนำให้ทำการกัดหยาบและเก็บผิวละเอียดในเครื่องจักรแยกต่างหาก และใช้เครื่องมือตัดที่เหมาะสมที่สุดสำหรับการทำงานแต่ละครั้ง
การเก็บผิวละเอียดควรทำในเครื่องมือกล 4/5 แกนพร้อมซอฟต์แวร์ขั้นสูงและเทคนิคการเขียนโปรแกรม สิ่งนี้สามารถลดหรือแม้แต่ขจัดงานที่ต้องทำให้เสร็จด้วยตนเองที่ใช้เวลานานได้อย่างมาก ผลลัพธ์สุดท้ายคือผลิตภัณฑ์ที่มีความแม่นยำทางเรขาคณิตที่ดีขึ้นและคุณภาพของโครงสร้างพื้นผิวที่สูงขึ้น
ทางเลือกของเครื่องมือ
เครื่องมือตัดที่ปรับให้เหมาะสมสำหรับการกัดหยาบและกึ่งหยาบ:
เม็ดมีดทรงกลมและแนวคิดที่มีรัศมี
เครื่องมือตัดที่ปรับให้เหมาะสมสำหรับการเก็บผิวละเอียดและการเก็บผิวละเอียดพิเศษ:
ดอกเอ็นมิลปลายมนและแนวคิดแบบมีรัศมี
 |
 |
 |
 |
|
| เม็ดมีดกลม | จมูกบอลจัดทำดัชนีได้ | บอลโนสเปลี่ยนหัวได้ | คาร์ไบด์แข็งปลายบอล | |
| ขนาดเครื่อง/แกนหมุน | ISO 40, 50 | ISO 40, 50 | ISO 30, 40 | ISO 30, 40 |
| ข้อกำหนดด้านความมั่นคง | สูง | ปานกลาง | ปานกลาง | ต่ำ |
| หยาบ | ดีมาก | ดี | ยอมรับได้ | ยอมรับได้ |
| จบ | ยอมรับได้ | ยอมรับได้ | ดีมาก | ดีมาก |
| ความลึกของการตัดa p | ปานกลาง | ปานกลาง | เล็ก | เล็ก |
| ความเก่งกาจ | ดีมาก | ดีมาก | ดีมาก | ดีมาก |
| ผลผลิต | ดีมาก | ดี | ดี | ดี |
รายการตรวจสอบการใช้งานสำหรับการกัดขึ้นรูป
ควรศึกษาโปรไฟล์ของส่วนประกอบอย่างรอบคอบเพื่อเลือกเครื่องมือที่เหมาะสมและค้นหาวิธีการตัดเฉือนที่เหมาะสมที่สุด:
- กำหนดรัศมีขั้นต่ำและความลึกของโพรงสูงสุด
- ประเมินปริมาณวัสดุที่จะกำจัด
- พิจารณาการตั้งค่าเครื่องมือและการยึดจับชิ้นงานเพื่อหลีกเลี่ยงการสั่นสะท้าน การตัดเฉือนทั้งหมดควรดำเนินการกับเครื่องจักรที่ได้รับการปรับปรุงเพื่อให้ได้ความแม่นยำทางเรขาคณิตที่ดีบนโปรไฟล์
- ด้วยการใช้เครื่องมือเครื่องจักรที่แม่นยำแยกกันสำหรับการเก็บผิวละเอียดและการเก็บผิวละเอียดพิเศษ ความจำเป็นในการขัดด้วยมือที่ใช้เวลานานจึงลดลงได้ หรือในบางกรณีอาจหมดไป
- การเขียนโปรแกรมขั้นสูงบางอย่างอาจจำเป็นเพื่อให้ประหยัดได้มาก ใช้ดอกกัดโซลิดคาร์ไบด์ด้วยเทคนิคความเร็วสูงเพื่อตัดเฉือนให้ใกล้เคียงกับรูปร่างสุทธิและได้ผิวสำเร็จที่ดีที่สุด
- ตามกฎแล้ว การกัดหยาบและการเก็บผิวกึ่งละเอียดของชิ้นส่วนขนาดใหญ่มักมีประสิทธิภาพสูงสุดด้วยวิธีการและเครื่องมือแบบเดิม ข้อยกเว้นคืออะลูมิเนียมซึ่งใช้ความเร็วตัดสูงสำหรับการกัดหยาบ
วิธีลดการสั่นสะเทือน
 การสั่นเป็นอุปสรรคในการกัดขึ้นรูปลึกโดยใช้ระยะยื่นยาว วิธีทั่วไปในการแก้ปัญหานี้คือการลดระยะกินลึก ความเร็ว หรืออัตราป้อนงาน
การสั่นเป็นอุปสรรคในการกัดขึ้นรูปลึกโดยใช้ระยะยื่นยาว วิธีทั่วไปในการแก้ปัญหานี้คือการลดระยะกินลึก ความเร็ว หรืออัตราป้อนงาน
- ใช้เครื่องมือโมดูลาร์แบบแข็งที่มีความแม่นยำในการเบี่ยงเบนหนีศูนย์ที่ดี
- เครื่องมือแบบแยกส่วนช่วยเพิ่มความยืดหยุ่นและจำนวนชุดค่าผสมที่เป็นไปได้
- ใช้เครื่องมือลดแรงสั่นสะท้านหรือด้ามต่อเมื่อความยาวเครื่องมือทั้งหมด จากเส้นวัดถึงจุดต่ำสุดของคมตัด เกิน 4−5 เท่าของเส้นผ่านศูนย์กลางที่เส้นวัด
- ใช้ส่วนขยายที่ทำจากโลหะหนัก หากความแข็งในการดัดต้องเพิ่มขึ้นอย่างมาก
- ใช้เครื่องมือตัดและจับยึดที่สมดุลสำหรับความเร็วแกนหมุนมากกว่า 20,000 รอบต่อนาที
- เลือกเส้นผ่านศูนย์กลางที่ใหญ่ที่สุดที่เป็นไปได้บนส่วนขยายและตัวต่อที่สัมพันธ์กับเส้นผ่านศูนย์กลางหัวกัด
- ความแตกต่างในแนวรัศมี 1 มม. (0.039 นิ้ว) ระหว่างตัวจับยึดและเครื่องมือตัดก็เพียงพอแล้ว ใช้คัตเตอร์ขนาดใหญ่
- การกัดแนวดิ่งเป็นอีกวิธีหนึ่งสำหรับการกัดด้วยเครื่องมือที่ยาวเป็นพิเศษ
ค่อยๆ ยืดความยาวของเครื่องมือ

 เพื่อรักษาประสิทธิภาพการผลิตสูงสุดในการกัดหยาบ โดยที่รอบสุดท้ายอยู่ลึกเข้าไปในส่วนประกอบ สิ่งสำคัญคือต้องทำงานกับชุดส่วนขยายสำหรับหัวกัด
เพื่อรักษาประสิทธิภาพการผลิตสูงสุดในการกัดหยาบ โดยที่รอบสุดท้ายอยู่ลึกเข้าไปในส่วนประกอบ สิ่งสำคัญคือต้องทำงานกับชุดส่วนขยายสำหรับหัวกัด
- เริ่มต้นด้วยส่วนขยายที่สั้นที่สุด เนื่องจากส่วนขยายที่ยาวกว่าจำกัดประสิทธิภาพการทำงานและมีแนวโน้มที่จะสร้างการสั่นสะเทือน
- เปลี่ยนเป็นเครื่องมือเสริมในตำแหน่งที่กำหนดไว้ล่วงหน้าในโปรแกรม รูปทรงเรขาคณิตของโพรงกำหนดจุดเปลี่ยน
- ปรับข้อมูลการตัดให้เหมาะกับความยาวของเครื่องมือเพื่อรักษาประสิทธิภาพการผลิตสูงสุด
ความเร็วตัดจริง
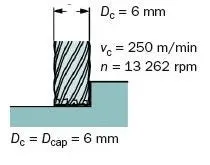
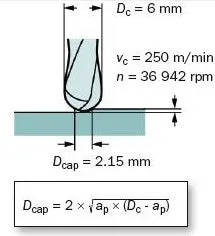
หากใช้ค่าเส้นผ่านศูนย์กลางเล็กน้อยของเครื่องมือเมื่อคำนวณความเร็วตัดของหัวกัดปลายมนหรือหัวกัดเม็ดมีดทรงกลม ความเร็วตัดจริงv cจะต่ำกว่ามาก หากระยะกินลึกa pตื้น ฟีดตารางและผลผลิตจะถูกขัดขวางอย่างมาก
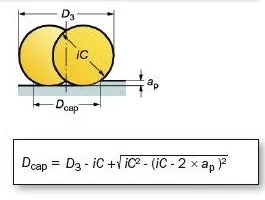
การคำนวณพื้นฐานของความเร็วตัดตามเส้นผ่านศูนย์กลางจริงหรือเส้นผ่านศูนย์กลางในการตัด DCAP
 ดอกเอ็นมิลบ่า
ดอกเอ็นมิลบ่า
 เครื่องตัดจมูกบอล
เครื่องตัดจมูกบอล
 หัวกัดเม็ดมีดแบบกลม
หัวกัดเม็ดมีดแบบกลม
การกัดแบบจุด – หัวกัดแบบเอียง
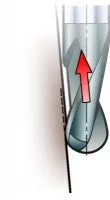
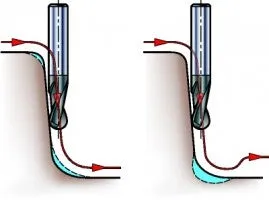
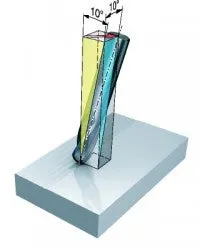
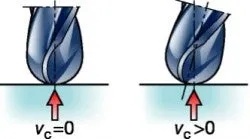 เมื่อใช้ดอกเอ็นมิลปลายมน พื้นที่ที่สำคัญที่สุดของคมตัดคือศูนย์กลางเครื่องมือ ซึ่งความเร็วตัดใกล้ศูนย์ ซึ่งไม่เอื้ออำนวยต่อกระบวนการตัด การคายเศษที่ศูนย์กลางเครื่องมือเป็นสิ่งสำคัญ เนื่องจากพื้นที่แคบที่ขอบดอกสกัด
เมื่อใช้ดอกเอ็นมิลปลายมน พื้นที่ที่สำคัญที่สุดของคมตัดคือศูนย์กลางเครื่องมือ ซึ่งความเร็วตัดใกล้ศูนย์ ซึ่งไม่เอื้ออำนวยต่อกระบวนการตัด การคายเศษที่ศูนย์กลางเครื่องมือเป็นสิ่งสำคัญ เนื่องจากพื้นที่แคบที่ขอบดอกสกัด
ดังนั้น แนะนำให้เอียงแกนหมุนหรือชิ้นงาน 10 ถึง 15 องศา ซึ่งจะย้ายพื้นที่การตัดออกจากศูนย์กลางเครื่องมือ
- ความเร็วตัดขั้นต่ำจะสูงขึ้น
- ปรับปรุงอายุการใช้งานเครื่องมือและการเกิดเศษ
- พื้นผิวที่ดีขึ้น
ตัวอย่างหัวกัดตัดศูนย์
ส่วนกลาง z = 2
 ส่วนต่อพ่วง z = 4
ส่วนต่อพ่วง z = 4
 ซี = 2
ซี = 2
 ซี = 4
ซี = 4
ตัดตื้น
เมื่อใช้เม็ดมีดทรงกลมหรือหัวกัดปลายมนที่ระยะกินลึกต่ำกว่า ความเร็วตัดv cจะเพิ่มขึ้นได้เนื่องจากคมตัดใช้เวลาในการกัดสั้น เวลาในการแพร่ความร้อนในบริเวณการตัดจะสั้นลง กล่าวคือ คมตัดและอุณหภูมิของชิ้นงานจะอยู่ในระดับต่ำ นอกจากนี้ อัตราป้อน/ฟันตัดf zยังสามารถเพิ่มขึ้นได้ เนื่องจากผลของการทำให้เศษบางลง
 ตัดตื้น
ตัดตื้น
ตัวอย่าง การตัดแบบตื้น แบบไม่เอียง กับ คัตเตอร์แบบเอียง

 ตัวอย่างนี้แสดงความเป็นไปได้ในการเพิ่มความเร็วตัดเมื่อe / a pน้อย และข้อดีของการใช้หัวกัดเอียง
ตัวอย่างนี้แสดงความเป็นไปได้ในการเพิ่มความเร็วตัดเมื่อe / a pน้อย และข้อดีของการใช้หัวกัดเอียง
คาร์ไบด์แข็งปลายบอล
DC = 10 มม. เกรด GC 1610
วัสดุ: เหล็ก 400HB
ข้อมูลค่าการตัดที่แนะนำสำหรับการกัดลึกa p – DC/2:
vc = 170ม./นาที
f z = 0.08 mm/r = h เช่น
| การดำเนินการ | หัวกัดไม่เอียง | หัวกัดเอียง (10°) |
| เก็บผิวกึ่งละเอียด a p – 2 มม. (0.079 นิ้ว) สามารถเพิ่มความเร็วได้อีกประมาณ 75% เนื่องจาก การตัดที่ตื้นและเวลาเข้าปะทะที่สั้น:
vc – 300 ม./นาที (984 ฟุต/นาที)
อัตราป้อนงานต่อฟันตัด f z เท่ากันสำหรับทั้งหัวกัดที่ไม่เอียงและ |
DC = 10 มม. (0.394 นิ้ว) DCAP = 8 มม. (0.394 นิ้ว)
v c = 300 ม./นาที (984 ฟุต/นาที)
h ex = 0.08 มม. (0.003 นิ้ว)
v f = 2 860 มม./นาที (113 นิ้ว/นาที) |
DC = 10 มม. (0.394 นิ้ว) DCAP= 8.9 มม. (0.350 นิ้ว)
v c = 300 ม./นาที (984 ฟุต/นาที)
h ex = 0.08 มม. (0.003 นิ้ว)
v f =5 100 มม./นาที (201 นิ้ว/นาที) |
| การเก็บผิวละเอียด a e – 0.1 มม. สามารถเพิ่มความเร็วตัดได้ 3-5 เท่าเนื่องจาก ระยะเวลาสัมผัสที่สั้นมาก:
vc – 5 * 170 – 850 ม./นาที (557–2789 ฟุต/นาที)
หมายเหตุ: ในการเก็บผิวละเอียดขั้นสุดท้าย ควร ใช้ หัวกัดสองซี่ z
f z – 0.12 มม./z (0.005 นิ้ว/z) |
ไม่แนะนำให้ใช้หัวกัดแบบไม่เอียง สำหรับการเก็บผิวละเอียดขั้นสุดท้าย |
DC = 10 มม. (0.394 นิ้ว) DCAP = 4.4 มม. (0.173 นิ้ว)
v c = 850 ม./นาที (2,789 ฟุต/นาที)
h ex = 0.02 มม. (0.0008 นิ้ว)
v f =14 600 มม./นาที (575 นิ้ว/นาที) |
ผลผลิตในการกัดขึ้นรูป: สต็อกคงที่
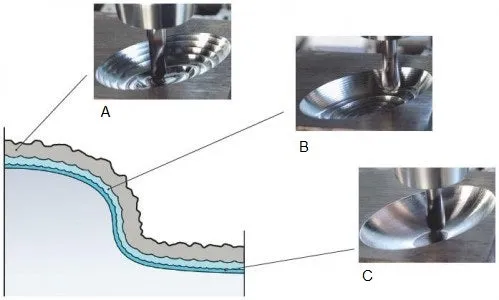 A: การหยาบ
A: การหยาบ
B: กึ่งสำเร็จ
C: การตกแต่งขั้นสุดท้ายและขั้นสุดท้าย
สต็อกคงที่เป็นหนึ่งในเกณฑ์พื้นฐานอย่างแท้จริงสำหรับผลผลิตสูงและคงที่ในการกัดโปรไฟล์ โดยเฉพาะอย่างยิ่งเมื่อใช้ความเร็วสูง
- เพื่อให้ได้ผลผลิตสูงสุดในการดำเนินการเหล่านี้ ซึ่งพบได้ทั่วไปในการผลิตแม่พิมพ์และแม่พิมพ์ สิ่งสำคัญคือต้องปรับขนาดของหัวกัดให้เหมาะกับการทำงานเฉพาะ
- เป้าหมายหลักคือการสร้างค่าเผื่อการทำงานหรือสต็อกที่กระจายเท่าๆ กัน เพื่อให้ได้รับการเปลี่ยนแปลงเพียงเล็กน้อยในภาระงานและทิศทางสำหรับแต่ละเครื่องมือที่ใช้
มักจะดีกว่าที่จะลดขนาดบนหัวกัดต่างๆ จากใหญ่ไปหาเล็ก โดยเฉพาะอย่างยิ่งในการกัดหยาบเบาและการเก็บผิวกึ่งละเอียด แทนที่จะใช้เส้นผ่านศูนย์กลางเดียวตลอดการทำงานแต่ละครั้ง
- คุณภาพที่ดีที่สุดในการเก็บผิวสำเร็จจะเกิดขึ้นได้เมื่อการดำเนินการก่อนหน้านี้เหลือปริมาณสต็อกให้น้อยที่สุดและคงที่ที่สุดเท่าที่จะเป็นไปได้
- เป้าหมายควรเข้าใกล้ข้อกำหนดที่ระบุไว้สำหรับรูปร่างขั้นสุดท้ายให้ได้มากที่สุด
- กระบวนการตัดที่ปลอดภัย
ผลประโยชน์ที่มีสต็อกคงที่
- การเก็บผิวกึ่งละเอียดและการเก็บผิวละเอียดเกือบทั้งหมดสามารถทำได้โดยใช้คนควบคุมเพียงบางส่วน หรือแม้แต่ในบางครั้งไม่ต้องมีคนควบคุม
- ผลกระทบต่อแนวทางของเครื่องจักร บอลสกรู และตลับลูกปืนแกนหมุนจะส่งผลลบน้อยลง
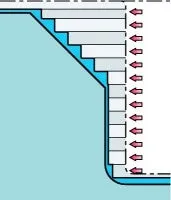
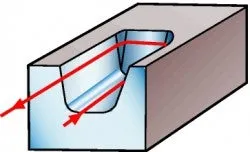
เปิดขึ้นจากชิ้นงานที่เป็นของแข็ง
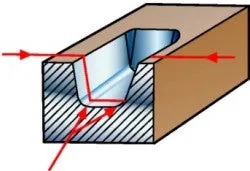
- เมื่อทำการเปิดโพรง สิ่งสำคัญคือต้องเลือกวิธีการที่ลดค่าp ให้ น้อยที่สุด และยังปล่อยให้มีสต็อกคงที่สำหรับการกัดโปรไฟล์ที่ตามมา
- ดอกกัดปาดหน้า/ดอกเอ็นมิลหรือหัวกัดขอบยาวจะทิ้งสต็อกเคสแบบขั้นบันไดไว้ซึ่งต้องถอดออก สิ่งนี้ทำให้เกิดแรงตัดและการโก่งตัวของเครื่องมือที่แตกต่างกัน ผลที่ได้คือชิ้นงานไม่สม่ำเสมอสำหรับการตกแต่ง ซึ่งจะส่งผลต่อความแม่นยำทางเรขาคณิตของรูปทรงสุดท้าย
- การใช้หัวกัดเม็ดมีดทรงกลมจะทำให้เกิดการเปลี่ยนผ่านที่ราบรื่นระหว่างรอบตัด และปล่อยให้มีสต็อกน้อยลงในปริมาณที่เท่ากันมากขึ้นสำหรับการดำเนินการขึ้นรูป ส่งผลให้คุณภาพของส่วนประกอบดีขึ้น
- ทางเลือกที่สามคือการใช้หัวกัดอัตราป้อนสูงเพื่อเปิดโพรง นอกจากนี้ยังส่งผลให้มีสต็อกขนาดเล็กและสม่ำเสมอ เนื่องจากความลึกของการตัดที่น้อย เช่น ขั้นบันไดขนาดเล็ก
 เครื่องตัดบ่าแบบเหลี่ยม
เครื่องตัดบ่าแบบเหลี่ยม
ขนาดใหญ่กว่าและเหลือสินค้าไม่สม่ำเสมอ
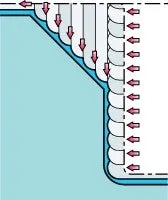
 หัวกัดเม็ดมีดทรงกลม
หัวกัดเม็ดมีดทรงกลม
เหลือสินค้าจำนวนน้อย
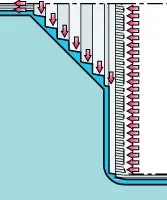
 อัตราป้อนหัวกัดสูง
อัตราป้อนหัวกัดสูง
เศษเหลือน้อย
การกัดลอกแบบ

 วิธีดั้งเดิมและง่ายที่สุดสำหรับโปรแกรมเส้นทางเครื่องมือสำหรับโพรงคือการใช้เทคนิคการกัดลอกแบบปกติ โดยมีทางเข้าและทางออกมากมายในวัสดุ อย่างไรก็ตาม หมายความว่ามีการใช้โปรแกรมซอฟต์แวร์ที่มีประสิทธิภาพ เครื่องจักร และเครื่องมือตัดอย่างจำกัด ควรใช้เครื่องจักรที่มีซอฟต์แวร์ที่มีฟังก์ชันมองไปข้างหน้าเพื่อหลีกเลี่ยงเส้นทางเครื่องมือเบี่ยงเบน
วิธีดั้งเดิมและง่ายที่สุดสำหรับโปรแกรมเส้นทางเครื่องมือสำหรับโพรงคือการใช้เทคนิคการกัดลอกแบบปกติ โดยมีทางเข้าและทางออกมากมายในวัสดุ อย่างไรก็ตาม หมายความว่ามีการใช้โปรแกรมซอฟต์แวร์ที่มีประสิทธิภาพ เครื่องจักร และเครื่องมือตัดอย่างจำกัด ควรใช้เครื่องจักรที่มีซอฟต์แวร์ที่มีฟังก์ชันมองไปข้างหน้าเพื่อหลีกเลี่ยงเส้นทางเครื่องมือเบี่ยงเบน
 แนวทางที่เปิดใจในการเลือกวิธีการ เส้นทางเครื่องมือ การกัดและเครื่องมือจับถือเป็นสิ่งสำคัญ
แนวทางที่เปิดใจในการเลือกวิธีการ เส้นทางเครื่องมือ การกัดและเครื่องมือจับถือเป็นสิ่งสำคัญ
− จุดศูนย์กลางเม็ดมีดรับน้ำหนักมาก
– อัตราการป้อนที่ลดลง
– อายุการใช้งานของเครื่องมือลดลง
– ผลกระทบทางกล
– ข้อผิดพลาดของแบบฟอร์ม
– โปรแกรมและเวลาตัดที่ยาวขึ้น
ทางเดินของเครื่องมือกัดลอกแบบมักจะผสมผสานกันระหว่างการกัดขึ้นและกัดล่าง และต้องมีการกัดและการคลายตัวที่ไม่เอื้ออำนวยจำนวนมากในการกัด ทางเข้าและทางออกแต่ละทางหมายความว่าเครื่องมือจะเบี่ยงเบน โดยทิ้งรอยนูนไว้บนพื้นผิว แรงตัดและการดัดของเครื่องมือจะลดลง และจะมีการตัดวัสดุเล็กน้อยในบริเวณทางออก
ข้อสรุป
- ควรหลีกเลี่ยงการกัดลอกตามผนังที่สูงชันให้มากที่สุด เมื่อกัดพรวดพราด ความหนาของเศษจะมาก และความเร็วตัดควรต่ำ
- มีความเสี่ยงที่ขอบจะหลุดร่อนที่ศูนย์กลางของเครื่องมือ โดยเฉพาะอย่างยิ่งเมื่อหัวกัดกระแทกบริเวณด้านล่าง
- ใช้การควบคุมความเร็วฟีดด้วยฟังก์ชันมองไปข้างหน้า มิฉะนั้น การชะลอตัวจะไม่เร็วพอที่จะหลีกเลี่ยงความเสียหายต่อศูนย์กลางเครื่องมือ
- จะมีหน้าสัมผัสยาวมากเมื่อหัวกัดชนกับผนัง ซึ่งมีความเสี่ยงที่จะโก่งตัว สั่นสะเทือน หรือเครื่องมือแตกหัก
- เมื่อใช้ดอกเอ็นมิลปลายมน พื้นที่ที่สำคัญที่สุดอยู่ที่ศูนย์กลางเครื่องมือ เนื่องจากความเร็วตัดเป็นศูนย์ หลีกเลี่ยงการใช้บริเวณศูนย์กลางเครื่องมือและใช้การกัดแบบจุดโดยการเอียงแกนหมุนหรือชิ้นงานเพื่อปรับปรุงสภาพการทำงาน
- ค่อนข้างดีกว่าสำหรับกระบวนการตัดในการทำสำเนาขึ้นตามผนังที่สูงชัน เนื่องจากความหนาของเศษมีค่าสูงสุดที่ความเร็วตัดที่เหมาะสมกว่า
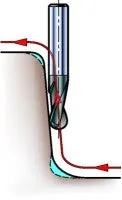 เสี่ยงต่อการถูกแซะ
เสี่ยงต่อการถูกแซะ
 Up-copying: ความ หนา
Up-copying: ความ หนา
ของเศษสูงสุดที่แนะนำvc
 ที่ด้านล่างของช่อง:
ที่ด้านล่างของช่อง:
เสี่ยงที่จะเกิดการหลุดร่อนที่ศูนย์กลางเครื่องมือ
ข้อผิดพลาดของแบบฟอร์มเป็นเรื่องปกติ โดยเฉพาะอย่างยิ่งเมื่อใช้เทคนิคการตัดเฉือนความเร็วสูง
 Down-copying: ความหนาของเศษขนาด ใหญ่
Down-copying: ความหนาของเศษขนาด ใหญ่
ที่vc ต่ำ มาก
การลดอัตราป้อนงานเพื่อหลีกเลี่ยงอายุการใช้งานเครื่องมือที่สั้นลง
การกัดย้อนกลับขึ้นและลงจะทำให้เครื่องมือได้รับแรงเบี่ยงเบนและแรงตัดสลับกัน ด้วยการลดอัตราป้อนงานในส่วนที่สำคัญของทางเดินเครื่องมือ ความเสี่ยงในการหลุดร่อนของคมตัดจึงลดลง และทำให้กระบวนการตัดปลอดภัยขึ้นพร้อมอายุการใช้งานเครื่องมือที่ยาวนานขึ้น

การกัดรูปร่าง
 แทนที่จะใช้เทคนิคการเขียนโปรแกรมที่จำกัดอยู่ที่การ “ตัดส่วน” วัสดุที่ค่า Z คงที่ การใช้ทางเดินเครื่องมือคอนทัวร์ริ่งร่วมกับการกัดดาวน์จะเป็นประโยชน์อย่างมาก ผลลัพธ์ประกอบด้วย:
แทนที่จะใช้เทคนิคการเขียนโปรแกรมที่จำกัดอยู่ที่การ “ตัดส่วน” วัสดุที่ค่า Z คงที่ การใช้ทางเดินเครื่องมือคอนทัวร์ริ่งร่วมกับการกัดดาวน์จะเป็นประโยชน์อย่างมาก ผลลัพธ์ประกอบด้วย:
+ เวลาการตัดเฉือนที่สั้นลงมาก
+ การใช้เครื่องจักรและเครื่องมือที่ดีขึ้น
+ ปรับปรุงคุณภาพทางเรขาคณิตของรูปทรงกลึง
+ ใช้เวลาน้อยลงในการตกแต่งและการขัดด้วยมือ
+ การควบคุมความเร็วตัด – v e
+ เปิดใช้งาน HSM
+ อัตราป้อนงานสูง
+ อายุการใช้งานยาวนาน
+ ความปลอดภัย
การเขียนโปรแกรมเริ่มต้นนั้นยากกว่าและจะใช้เวลานานกว่าเล็กน้อย อย่างไรก็ตาม ค่านี้จะได้คืนอย่างรวดเร็วเนื่องจากต้นทุนเครื่องจักรต่อชั่วโมงโดยปกติจะสูงกว่าเวิร์กสเตชันถึงสามเท่า ควรใช้เครื่องจักรที่มีซอฟต์แวร์ที่มีฟังก์ชันมองไปข้างหน้าเพื่อหลีกเลี่ยงเส้นทางเครื่องมือเบี่ยงเบน ข้อสรุป

- ใช้ทางเดินเครื่องมือประเภท contouring เช่น “การกัดตามร่องน้ำ” เป็นวิธีที่ดีที่สุดในการกัดเซาะร่อง
- การคอนทัวร์กับขอบนอกของหัวกัดมักจะทำให้ได้ผลผลิตที่สูงขึ้น เนื่องจากฟันที่มากขึ้นจะมีประสิทธิภาพในการตัดบนเส้นผ่านศูนย์กลางเครื่องมือที่ใหญ่ขึ้น
- หากความเร็วของแกนหมุนในเครื่องถูกจำกัด การคอนทัวร์จะช่วยรักษาและควบคุมความเร็วตัด
- โครงร่างยังสร้างการเปลี่ยนแปลงที่รวดเร็วน้อยลงในภาระและทิศทางของงาน ในการกัดความเร็วสูงและการกัดแบบป้อน และในวัสดุชุบแข็ง สิ่งนี้มีความสำคัญเป็นพิเศษ เนื่องจากคมตัดและกระบวนการมีความเสี่ยงต่อการเปลี่ยนแปลงใดๆ ที่สามารถสร้างความแตกต่างในการโก่งตัวหรือสร้างการสั่นสะเทือน
- เพื่ออายุการใช้งานเครื่องมือที่ดี ควรอยู่ในการตัดอย่างต่อเนื่องและนานที่สุด
บันทึก! หลีกเลี่ยงการตัดโดยใช้ศูนย์กลางของเครื่องมือเมื่อความเร็วตัดเป็นศูนย์
กลยุทธ์เส้นทางเครื่องมือ
Z – รูปร่างคงที่ สองแกน หยาบจนจบ
 Waterline milling Z – คอนทัวร์คงที่
Waterline milling Z – คอนทัวร์คงที่
- พบได้ทั่วไปเมื่อมีฟังก์ชันสแกลลอปสูงสุดที่ควบคุมโดย CAM
- การมีส่วนร่วมและการถอนที่ราบรื่น
- การเขียนโปรแกรมอย่างง่าย
- ตัวเลือกเครื่องมือที่หลากหลาย
รูปทรงเกลียวสาม – ห้าแกน จบ
 Contouring ในเส้นทางเครื่องมือลาด
Contouring ในเส้นทางเครื่องมือลาด
- เปลี่ยนทิศทางได้อย่างราบรื่น
- ความแม่นยำของรูปแบบและพื้นผิวที่ดี
- ควบคุมความสูงของหอยเชลล์
- การมีส่วนร่วมอย่างต่อเนื่อง
- โปรแกรมสั้น
- เครื่องมือสั้น
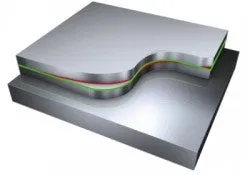
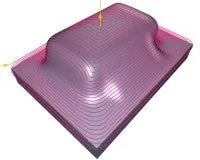
การสร้างพื้นผิวประติมากรรม
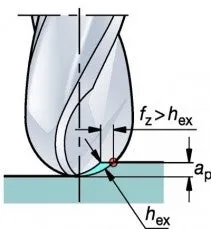
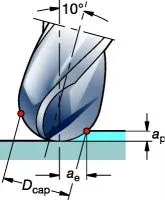
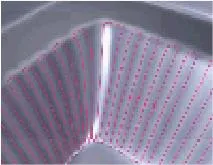
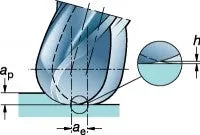
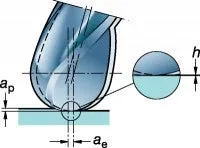
 การกัดลงโดยให้หัวกัดเอียงประมาณ 10° ในสองทิศทางทำให้ได้พื้นผิวที่ดีและประสิทธิภาพที่วางใจได้ หัวกัดปลายมนหรือคมตัดรูปทรงรัศมีจะสร้างพื้นผิวที่มีความสูงปลายแหลม h ขึ้นอยู่กับ:
การกัดลงโดยให้หัวกัดเอียงประมาณ 10° ในสองทิศทางทำให้ได้พื้นผิวที่ดีและประสิทธิภาพที่วางใจได้ หัวกัดปลายมนหรือคมตัดรูปทรงรัศมีจะสร้างพื้นผิวที่มีความสูงปลายแหลม h ขึ้นอยู่กับ:
- ความกว้างa eของการตัด
- ฟีดต่อฟันf z
ปัจจัยสำคัญอื่นๆ ได้แก่ ระยะกินลึกa pซึ่งส่งผลต่อแรงตัดและการอ่านตัวบ่งชี้เครื่องมือของการหมุนหนีศูนย์ – TIR เพื่อผลลัพธ์ที่ดีที่สุด:
- ใช้หัวจับไฮดรอลิกความเที่ยงตรงสูงร่วมกับ Coromant Capto®
- ลดระยะยื่นของเครื่องมือให้เหลือน้อยที่สุด
การกัดหยาบและกึ่งหยาบ
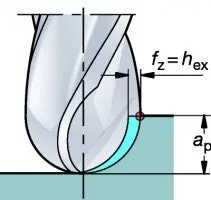
หากอัตราป้อนต่อฟันตัดน้อยกว่าความกว้างและความลึกของการตัดมาก พื้นผิวที่สร้างขึ้นจะมีความสูงของยอดน้อยกว่ามากในทิศทางป้อน
ฟินและฟินสุดๆ
การได้พื้นผิวที่เรียบและสมมาตรในทุกทิศทางจะเป็นประโยชน์ ซึ่งสามารถขัดเงาได้ง่ายในภายหลัง ไม่ว่าจะเลือกวิธีการขัดแบบใดก็ตาม
สิ่ง นี้จะได้รับเมื่อf z ≈ a e
ใช้หัวกัดสองซี่ที่เอียงเสมอในการเก็บผิวละเอียดเพื่อให้ได้พื้นผิวที่ดีที่สุด
 การกัดหยาบกึ่งหยาบที่มีf z น้อยกว่าa มาก
การกัดหยาบกึ่งหยาบที่มีf z น้อยกว่าa มาก
 การเก็บผิวละเอียดเป็นพิเศษด้วยหัวกัดแบบเอียงและf zเท่ากับa e
การเก็บผิวละเอียดเป็นพิเศษด้วยหัวกัดแบบเอียงและf zเท่ากับa e
