|
|
สาเหตุ |
|
สารละลาย |
|
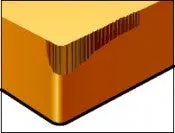
การสึกหรอด้านข้าง
การสึกหรออย่างรวดเร็วทำให้พื้นผิวสำเร็จคุณภาพต่ำหรือเกินเกณฑ์ที่ยอมรับได้

|
|
- ความเร็วตัดสูงเกินไป
- ความต้านทานการสึกหรอไม่เพียงพอ
- ฟีดf zต่ำเกินไป
|
|
- ลดความเร็วตัดv c
- เลือกเกรดที่ทนทานต่อการสึกหรอมากขึ้น
- เพิ่มฟีด, f z
|
|
การสึกหรอด้านข้าง
การสึกหรอมากเกินไปทำให้อายุการใช้งานสั้นลง
|
|
- การสั่นสะเทือน
- การตัดชิปอีกครั้ง
- การเกิดเสี้ยนบนส่วนประกอบ
- พื้นผิวไม่ดี
- การสร้างความร้อน
- เสียงรบกวนมากเกินไป
|
|
- เพิ่มฟีด, f z
- ใช้การกัดลง
- คายเศษอย่างมีประสิทธิภาพโดยใช้ลมอัด
- ตรวจสอบค่าการตัดที่แนะนำ
|
|
การสึกหรอด้านข้าง
การสึกหรอที่ไม่สม่ำเสมอทำให้มุมเสียหาย
|
|
- เครื่องมือหมด
- การสั่นสะเทือน
- อายุการใช้งานสั้น
- พื้นผิวไม่ดี
- ระดับเสียงสูง
- แรงในแนวรัศมีสูงเกินไป
|
|
- ลดการหมุนหนีศูนย์ต่ำกว่า 0.02 มม. (0.0008 นิ้ว)
- ตรวจสอบหัวจับและคอลเล็ท
- ลดการยื่นออกมาของเครื่องมือ
- ใช้ฟันน้อยลงในการตัด
- เลือกเส้นผ่านศูนย์กลางเครื่องมือที่ใหญ่ขึ้น
- สำหรับดอกกัดโซลิดคาร์ไบด์และดอกกัดแบบเปลี่ยนหัวได้ ให้เลือกรูปทรงเกลียวที่สูงขึ้น (g p ≥45°)
- แบ่งความลึกของการตัดตามแนวแกนa pเป็นมากกว่าหนึ่งรอบ
- ลดฟีด, f z
- ลดความเร็วตัดv c
- HSM ต้องการการผ่านที่ตื้น
- ปรับปรุงการจับยึดเครื่องมือและชิ้นงาน
|
|
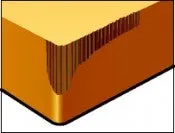
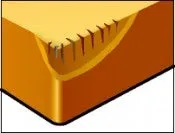
การสึกหรอของปล่องภูเขาไฟ
การสึกหรอมากเกินไปทำให้ขอบอ่อนลง การหักของคมตัดที่ขอบท้ายทำให้ได้ผิวสำเร็จที่ไม่ดี
|
|
- การสึกหรอแบบกระจายเนื่องจากอุณหภูมิการตัดที่สูงเกินไปบนหน้าคาย
|
|
- เลือกเกรดเคลือบ Al203
- เลือกรูปทรงเม็ดมีดมุมบวก
- ลดความเร็วเพื่อให้ได้อุณหภูมิที่ต่ำลง แล้วลดอัตราป้อนลง
|
|
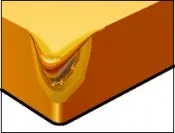
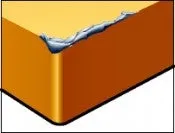
การเสียรูปของพลาสติก
การเสียรูปของขอบ การกดหรือ
การพิมพ์ด้านข้าง ทำให้การควบคุมเศษไม่ดี ผิว
สำเร็จไม่ดี และเม็ดมีดแตก
|
|
- อุณหภูมิและความดันในการตัดสูงเกินไป
|
|
- เลือกเกรดที่ทนทานต่อการสึกหรอมากขึ้น (แข็งขึ้น)
- ลดความเร็วตัดv c
- ลดฟีด, f z
|
|
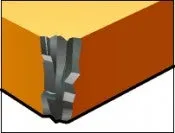
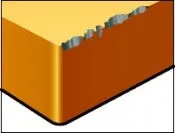
การบิ่น
ส่วนของคมตัดที่ไม่ได้อยู่ในการตัดจะเสียหายจากการตอกเศษ ทั้งด้านบนและส่วนรองรับเม็ดมีดอาจได้รับความเสียหาย ส่งผลให้ผิวสัมผัสไม่ดีและด้านข้างสึกหรอมากเกินไป
|
|
|
|
- เลือกเกรดที่เข้มงวดขึ้น
- เลือกเม็ดมีดที่มีคมตัดแข็งแรงกว่า
- เพิ่ม ความเร็วตัดvc
- เลือกรูปทรงเรขาคณิตที่เป็นบวก
- ลดอัตราป้อนที่จุดเริ่มต้นของการตัด
- ปรับปรุงเสถียรภาพ
|
|
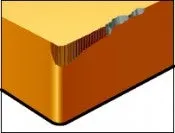
การ
บิ่น คมตัดแตกหักเล็กน้อย (การชุบแข็ง) ทำให้
ผิวสำเร็จไม่ดีและสึกหรอด้านข้างมากเกินไป
|
|
- เกรดเปราะเกินไป
- รูปทรงเม็ดมีดอ่อนเกินไป
- ขอบที่สร้างขึ้น
|
|
- เลือกเกรดที่เข้มงวดขึ้น
- เลือกเม็ดมีดที่มีรูปทรงที่แข็งแรงกว่า
- เพิ่มความเร็วตัดvcหรือเลือกรูปทรงเรขาคณิตเชิงบวก
- ลดอัตราป้อนที่จุดเริ่มต้นของการตัด
|
|
การสึกหรอของรอยบาก
การสึกหรอของรอยบากทำให้พื้นผิวมีคุณภาพไม่ดีและเสี่ยงต่อการแตกหักของขอบ
|
|
- งานชุบแข็งวัสดุ
- ผิวหนังและขนาด
|
|
- ลดความเร็วตัดv c
- เลือกเกรดที่เข้มงวดขึ้น
- ใช้รูปทรงเรขาคณิตที่แข็งแกร่งขึ้น
- ใช้มุมตัดใกล้ 45 องศา
- ใช้เม็ดมีดแบบกลมเพื่อผลลัพธ์ที่ดีที่สุด
- ใช้เทคนิคตัวแปรa pเพื่อยืดอายุการสึกหรอ
|
|
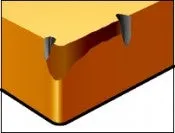
รอยแตกจากความร้อน
รอยแตกขนาดเล็กที่ตั้งฉากกับคมตัด
ทำให้เกิดการหลุดร่อนและผิวสำเร็จที่ไม่ดีเนื่องจากการเปลี่ยนแปลงของอุณหภูมิ
|
|
- การตัดเฉือนเป็นระยะ
- การจ่ายน้ำมันตัดกลึงแบบต่างๆ
|
|
- เลือกเกรดที่ทนทานต่อแรงกระแทกจากความร้อนได้ดีกว่า
- ควรใช้น้ำมันตัดกลึงจำนวนมากหรือไม่ใช้เลย
|
|
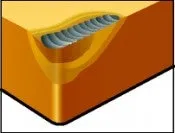
คมตัดในตัว (BUE)
คมตัดในตัวทำให้ได้ผิวสำเร็จที่ไม่ดีและคมตัดหลุดร่อนเมื่อ BUE ถูกฉีกออก
|
|
- อุณหภูมิบริเวณการตัดต่ำเกินไป
- วัสดุที่เหนียวมาก เช่น เหล็กกล้าคาร์บอนต่ำ เหล็กกล้าไร้สนิม และอะลูมิเนียม
|
|
- เพิ่ม ความเร็วตัดvc
- เปลี่ยนเป็นรูปทรงเม็ดมีดที่เหมาะสมกว่า
|
|
คมตัดในตัว (BUE)
วัสดุชิ้นงานถูกเชื่อมเข้ากับคมตัด
|
|
- ความเร็วตัดต่ำvc
- อัตราป้อนต่ำ, f z
- เรขาคณิตการตัดเชิงลบ
- พื้นผิวไม่ดี
|
|
- เพิ่ม ความเร็วตัดvc
- เพิ่มฟีด, f z
- เลือกรูปทรงเรขาคณิตที่เป็นบวก
- ใช้ละอองน้ำมันหรือน้ำมันตัดกลึง
|