|
สาเหตุ |
สารละลาย |
| การสั่นสะเทือน

|
|
- ประเมินทิศทางของแรงตัดและให้การสนับสนุนอย่างเพียงพอหรือปรับปรุงฟิกซ์เจอร์
- ลดแรงตัดโดยการลดความลึกของการตัดa p
- เลือกหัวกัดหยาบและระยะพิทช์ต่างกันซึ่งมีการตัดที่เป็นบวกมากขึ้น
- เลือกรูปทรงเรขาคณิตที่มีรัศมีมุมเล็ก ๆ และพื้นที่ขนานเล็ก ๆ
- เลือกเม็ดมีดเม็ดละเอียด ไม่เคลือบผิว หรือเคลือบทินเนอร์
- หลีกเลี่ยงการตัดเฉือนในที่ที่ชิ้นงานรองรับแรงตัดได้ไม่ดี
|
|
|
|
|
|
- พิจารณาหัวกัดบ่าฉากแบบเหลี่ยม (มุมเข้างาน 90 องศา) ที่มีรูปทรงเป็นบวก
- เลือกเม็ดมีดที่มีหน้าลาย L
- ลดแรงตัดในแนวแกน – ระยะกินลึกลดลง รัศมีมุมแคบลง และพื้นที่ขนานกัน
- เลือกหัวกัดระยะพิทช์หยาบที่มีระยะพิทช์ต่างกัน
- ตรวจสอบการสึกหรอของเครื่องมือ
- ตรวจสอบการหมุนหนีศูนย์ของตัวจับยึดเครื่องมือ
- ปรับปรุงการจับยึดของเครื่องมือ
|
|
- ระยะยื่นของเครื่องมือยาวเกินไป
|
- ลดระยะยื่นให้น้อยที่สุด
- ใช้หัวกัดระยะพิทช์หยาบที่มีพิทช์ต่างกัน
- สมดุลแรงตัดในแนวรัศมีและแนวแกน – มุมเข้างาน 45 องศา รัศมีมุมกว้าง หรือหัวกัดเม็ดมีดทรงกลม
- เพิ่มอัตราป้อนต่อฟัน
- ใช้รูปทรงเม็ดมีดที่มีแรงเฉือนน้อย
- ลดระยะกินลึกตามแนวแกนa f
- ใช้การกัดในการเก็บผิวละเอียด
- ใช้หัวกัดขนาดใหญ่และตัวต่อ Coromant Capto®
- สำหรับดอกกัดโซลิดคาร์ไบด์และดอกกัดแบบเปลี่ยนหัวได้ ให้ลองใช้เครื่องมือที่มีฟันน้อยลงและ/หรือมุมเกลียวสูงขึ้น
|
|
- กัดบ่าฉากด้วยสปินเดิลที่อ่อนแอ
|
- เลือกเส้นผ่านศูนย์กลางหัวกัดที่เล็กที่สุดเท่าที่จะเป็นไปได้
- เลือกหัวกัดและเม็ดมีดที่เป็นบวกและเบา
- ลองขึ้นสี
- ตรวจสอบความโก่งตัวของแกนหมุนเพื่อดูว่าเครื่องจักรยอมรับได้หรือไม่
|
|
|
- ลองขึ้นสี
- ขันกลไกป้อนเครื่องจักรให้แน่น: ปรับฟีดสกรูบนเครื่อง CNC
- ปรับล็อคสกรูหรือเปลี่ยนบอลสกรูในเครื่องจักรทั่วไป
|
|
|
- ลดความเร็วตัดv c
- เพิ่มฟีด, f z
- เปลี่ยนความลึกของการตัดa หน้า
|
|
|
- ลดระยะยื่น
- ปรับปรุงเสถียรภาพ
|
|
|
- ตั้งโปรแกรมรัศมีมุมขนาดใหญ่ด้วยอัตราป้อนที่ลดลง
|
|
|
|
เศษติด
สิ่งกีดขวางทั่วไปเมื่อทำการกัดเต็มร่อง –
โดยเฉพาะอย่างยิ่งในวัสดุที่มีเศษยาว
|
- แทรกความเสียหายที่มุม
- ขอบบิ่นและแตกหัก
- การตัดชิปอีกครั้ง
|
- ปรับปรุงการคายเศษโดยใช้น้ำมันตัดหรืออากาศอัดที่เข้มข้นและควบคุมทิศทางได้ดี
- ลดฟีด, f z
- แบ่งการบาดลึกออกเป็นหลายรอบ
- ลองใช้การกัดร่องลึก
- ใช้คัตเตอร์พิทช์หยาบ
- ใช้ดอกกัดโซลิดคาร์ไบด์หรือดอกกัดแบบเปลี่ยนหัวได้ซึ่งมีคมตัดสองหรือสูงสุดสามคมตัด และ/หรือมุมเกลียวที่สูงกว่า
|
|
|
|
การตัดชิปซ้ำ
ปรากฏในการกัดเต็มช่องและการแทง –
โดยเฉพาะอย่างยิ่งในไทเทเนียม นอกจากนี้ยังพบได้บ่อยเมื่อกัดโพรงลึกและหลุมในเครื่องจักรแนวตั้ง
|
- การแตกหักของขอบตัด
- เป็นอันตรายต่ออายุการใช้งานและความปลอดภัย
- ชิปติดขัด
|
- คายเศษอย่างมีประสิทธิภาพด้วยลมอัดหรือการไหลของของไหลตัดปริมาณมาก – ควรใช้น้ำหล่อเย็นภายใน
- เปลี่ยนตำแหน่งหัวกัดและเส้นทางเดินเครื่องมือ
- ลดฟีด, f z
- แบ่งการบาดลึกออกเป็นหลายรอบ
|
|
|
|
| พื้นผิวที่ไม่น่าพอใจ
|
|
- ตั้งหัวกัดตามแนวแกนหรือจำแนกเม็ดมีด ตรวจสอบความสูงด้วยตัวบ่งชี้
- ตรวจสอบการเบี่ยงเบนหนีศูนย์ของสปินเดิลและพื้นผิวการติดตั้งคัตเตอร์
- ลดฟีดต่อรอบให้สูงสุด 70% ของความกว้างของที่ดินคู่ขนาน
- ใช้เม็ดมีดไวเปอร์หากเป็นไปได้ (สำหรับการเก็บผิวละเอียด)
|
|
|
ดูหัวข้อ “การสั่นสะเทือน” ด้านบน |
|
|
- เพิ่มความเร็วตัดvcเพื่อเพิ่มอุณหภูมิการตัดเฉือน
- ปิดน้ำมันตัดกลึง
- ใช้เม็ดมีดคมตัดที่มีด้านคายเรียบ
- ใช้รูปทรงเม็ดมีดมุมบวก
- ลองใช้เกรดเซอร์เมทที่มีค่าการตัดสูงกว่า
|
|
|
- ตรวจสอบความเอียงของแกนหมุน (ประมาณ 0.10 มม./1000 มม. (0.004 นิ้ว/39.370 นิ้ว))
- ค่าเบี่ยงเบนแกน TIR ของสปินเดิลไม่ควรเกิน 7 ไมครอนในระหว่างการเก็บผิวละเอียด
- ลดแรงตัดในแนวรัศมี (ลดระยะกินลึกa p )
- เลือกเส้นผ่านศูนย์กลางหัวกัดที่เล็กลง
- ตรวจสอบความขนานของพื้นที่ขนานและบนใบปัดน้ำฝนที่ใช้ (ไม่ควรยืนอยู่บน “ส้นหรือปลาย”)
- ตรวจสอบให้แน่ใจว่าเครื่องตัดไม่โยกเยก – ปรับพื้นผิวติดตั้ง
|
|
|
- ลดการป้อนf z
- เลือกหัวกัดระยะพิทช์แบบชิดหรือชิดเป็นพิเศษ
- จัดตำแหน่งหัวกัดใหม่เพื่อให้เศษบางลงที่ทางออก
- เลือกมุมเข้างานที่เหมาะสมกว่า (45 องศา) และรูปทรงการตัดที่เบากว่า
- เลือกเม็ดมีดที่มีความคม
- ตรวจสอบการสึกหรอด้านข้างเพื่อหลีกเลี่ยงการสึกหรอมากเกินไป
|
|
|
|
| การก่อตัวของเสี้ยน
|
- เฉพาะวัสดุ – HRSA/สแตนเลส
- กลไกการสึกหรอหลักแบบบาก
|
- ใช้รัศมีขนาดใหญ่ที่ให้มุมเข้างานต่ำ
- รักษาระยะกินลึกให้ต่ำกว่ารัศมี
- a p = 0.5 x รัศมี
|
|
|
|
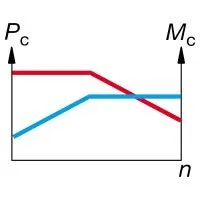
| กำลังเครื่อง
ระวังเส้นโค้งกำลังเนื่องจากเครื่องอาจสูญเสียประสิทธิภาพหากรอบต่อนาทีต่ำเกินไป
|
ข้อกำหนดด้านพลังงานในการกัดแตกต่างกันไปตาม:
- ปริมาณโลหะที่จะกำจัด
- ความหนาของเศษเฉลี่ย
- รูปทรงเรขาคณิตของคัตเตอร์
- ความเร็วของเครื่องตัด
|
- ไปจากระยะใกล้ถึงระดับเสียงหยาบ เช่น ฟันน้อยลง
- หัวกัดขั้วบวกจะประหยัดพลังงานมากกว่าหัวกัดขั้วลบ
- ลดความเร็วตัดก่อนป้อนโต๊ะ
- ใช้คัตเตอร์ขนาดเล็กลงและตัดหลายรอบ
- ลดระยะกินลึกa p
|