
การแก้ไขปัญหา, การใช้เครื่องมือ, งานกัด กลึง, บทความทั้งหมด
วิธีการกัดวัสดุต่างๆ
วิธีการกัดวัสดุต่างๆ
กัดเหล็ก
 ความสามารถในการขึ้นรูปของเหล็กจะแตกต่างกันไปตามองค์ประกอบการผสม การอบชุบ และกระบวนการผลิต (การหลอม การหล่อ ฯลฯ)
ความสามารถในการขึ้นรูปของเหล็กจะแตกต่างกันไปตามองค์ประกอบการผสม การอบชุบ และกระบวนการผลิต (การหลอม การหล่อ ฯลฯ)
ในเหล็กกล้าคาร์บอนต่ำแบบอ่อน ขอบสะสมและการเกิดเสี้ยนบนชิ้นงานเป็นปัญหาหลัก ในเหล็กกล้าที่แข็งกว่า การวางตำแหน่งของหัวกัดมีความสำคัญมากขึ้นเพื่อหลีกเลี่ยงการบิ่นที่ขอบ
คำแนะนำ
ปฏิบัติตามคำแนะนำของเราเสมอเมื่อทำการกัดเหล็ก เช่น การวางตำแหน่งของหัวกัดเพื่อหลีกเลี่ยงความหนาของเศษที่มากที่ทางออก และควรพิจารณาให้ทำงานแบบแห้งโดยไม่ใช้น้ำหล่อเย็น โดยเฉพาะอย่างยิ่งในการกัดหยาบ
อ่านเพิ่มเติมเกี่ยวกับวัสดุเหล็ก
มิลลิ่งสแตนเลส
 เหล็กกล้าไร้สนิมสามารถจัดประเภทเป็นเฟอริติก/มาร์เทนซิติก ออสเทนนิติก และดูเพล็กซ์ (ออสเทนนิติก/เฟอร์ริติก) โดยแต่ละชนิดมีคำแนะนำในการกัดสำหรับการกัดเป็นของตัวเอง
เหล็กกล้าไร้สนิมสามารถจัดประเภทเป็นเฟอริติก/มาร์เทนซิติก ออสเทนนิติก และดูเพล็กซ์ (ออสเทนนิติก/เฟอร์ริติก) โดยแต่ละชนิดมีคำแนะนำในการกัดสำหรับการกัดเป็นของตัวเอง
กัดเหล็กกล้าไร้สนิมเฟอริติก/มาร์เทนซิติก
การจำแนกประเภทวัสดุ: P5.x
เหล็กกล้าไร้สนิมเฟอริติกมีความสามารถในการขึ้นรูปที่เทียบได้กับเหล็กกล้าผสมต่ำ ดังนั้นจึงสามารถใช้คำแนะนำสำหรับการกัดเหล็กกล้าได้
เหล็กกล้าไร้สนิม Martensitic มีคุณสมบัติในการชุบแข็งสูงกว่าและออกแรงตัดสูงมากเมื่อเข้าสู่การตัด ใช้เส้นทางเครื่องมือและวิธีการม้วนเข้า ที่ถูกต้องเพื่อผลลัพธ์ที่ดีที่สุด และใช้ความเร็วตัดที่สูงขึ้นvcเพื่อเอาชนะผลการชุบแข็งงาน ความเร็วตัดที่สูงขึ้น เกรดที่แกร่งขึ้นพร้อมคมตัดเสริมความปลอดภัยที่สูงกว่า
กัดเหล็กกล้าไร้สนิมออสเทนนิติกและดูเพล็กซ์
การจำแนกประเภทวัสดุ: M1.x, M2.x และ M3.x
เกณฑ์การสึกที่เด่นชัดเมื่อกัดเหล็กกล้าไร้สนิมออสเทนนิติกและดูเพล็กซ์คือการบิ่นที่ขอบเนื่องจากรอยแตกเนื่องจากความร้อน การสึกหรอของรอยบาก และขอบ/รอยเปื้อนที่สะสม ในส่วนประกอบ ปัญหาหลักคือการเกิดเสี้ยนและผิวสำเร็จ
 รอยแตกความร้อน
รอยแตกความร้อน
 ขอบบิ่นบนเม็ดมีด
ขอบบิ่นบนเม็ดมีด
 การเกิดครีบและพื้นผิวที่ไม่ดี
การเกิดครีบและพื้นผิวที่ไม่ดี
คำแนะนำในการกัดหยาบ
- ใช้ความเร็วตัดสูง ( vc = 150–250 ม./นาที (492–820 ฟุต/นาที)) เพื่อหลีกเลี่ยง ไม่ให้ขอบสะสม
- ทำงานให้แห้งโดยไม่ต้องใช้น้ำมันหล่อเย็นเพื่อลดปัญหารอยแตกร้าวจากความร้อน
คำแนะนำในการตกแต่ง
- น้ำมันตัดกลึง หรือโดยเฉพาะอย่างยิ่ง น้ำยาหล่อเย็นแบบละออง/การหล่อลื่นขั้นต่ำ มีความจำเป็นในการปรับปรุงผิวสำเร็จในบางครั้ง ปัญหารอยแตกร้าวจากความร้อนเมื่อเก็บงานเสร็จน้อยลง เนื่องจากความร้อนที่เกิดขึ้นในบริเวณการตัดต่ำกว่า
- เกรดเซอร์เมทสามารถได้ผิวสำเร็จที่เพียงพอโดยไม่ต้องใช้น้ำมันตัดกลึง
- อัตราป้อนงานf zที่ต่ำเกินไปอาจทำให้เม็ดมีดสึกหรอมากขึ้น เนื่องจากคมตัดอยู่ในบริเวณชุบแข็งที่เสียรูป
เหล็กหล่อมิลลิ่ง
 เหล็กหล่อมีห้าประเภทหลัก:
เหล็กหล่อมีห้าประเภทหลัก:
- เหล็กหล่อเทา (GCI)
- เหล็กหล่อเป็นก้อนกลม (NCI)
- เหล็กหล่ออบเหนียว (MCI)
- เหล็กกราไฟท์อัด (CGI)
- เหล็กดัดออสเทมเปอร์ (ADI)
เหล็กหล่อสีเทา
การจำแนกประเภทวัสดุ: K2.x
เกณฑ์การสึกหรอที่โดดเด่นเมื่อกัดเหล็กหล่อสีเทาคือการสึกหรอด้านข้างที่สึกกร่อนและรอยแตกจากความร้อน ในส่วนประกอบ ปัญหาการหลุดร่อนที่ด้านทางออกของเครื่องตัดของชิ้นงาน และปัญหาผิวสำเร็จเป็นปัญหาหลัก
 การสึกหรอของเม็ดมีดโดยทั่วไป
การสึกหรอของเม็ดมีดโดยทั่วไป
 ชุบแป้งทอดบนส่วนประกอบ
ชุบแป้งทอดบนส่วนประกอบ
คำแนะนำในการกัดหยาบ
- ควรวิ่งให้แห้งโดยไม่ใช้น้ำมันตัดเพื่อลดปัญหารอยแตกร้าวจากความร้อน ใช้เม็ดมีดคาร์ไบด์ที่มีการเคลือบหนา
- หากปัญหาการหลุดร่อนของชิ้นงาน: ตรวจสอบการสึกหรอด้านข้างลดอัตราป้อน fz เพื่อลดความหนาของเศษ ใช้รูปทรงที่เป็นบวกมากขึ้นควรใช้หัวกัด 65/60/45 องศา
- หากต้องใช้น้ำมันตัดเพื่อหลีกเลี่ยงฝุ่น ฯลฯ ให้เลือกเกรดการกัดเปียก
- คาร์ไบด์เคลือบเป็นตัวเลือกแรกเสมอ แต่ก็สามารถใช้เซรามิกได้เช่นกัน โปรดทราบว่าความเร็วตัดvcควรสูงมาก 800–1000 ม./นาที (2624–3281 ฟุต/นาที) การเกิดเสี้ยนบนชิ้นงานจะจำกัดความเร็วในการตัด ห้ามใช้น้ำมันตัดกลึง

คำแนะนำในการตกแต่ง
- ใช้เม็ดมีดคาร์ไบด์ที่มีการเคลือบผิวบาง หรืออีกทางหนึ่งคือคาร์ไบด์ที่ไม่เคลือบผิว
- เกรด CBN สามารถใช้สำหรับการเก็บผิวละเอียดด้วยความเร็วสูง ห้ามใช้น้ำมันตัดกลึง
เหล็กหล่อเป็นก้อนกลม
การจำแนกประเภทวัสดุ: K3.x
ความสามารถในการขึ้นรูปของเหล็กหล่อเฟอร์ริติกและเฟอร์ริติก/เพอร์ลิติกจะคล้ายกันมากกับเหล็กกล้าผสมต่ำ ดังนั้น ควรใช้คำแนะนำในการกัดสำหรับวัสดุเหล็กกล้าเกี่ยวกับการเลือกเครื่องมือ หน้าลายเม็ดมีด และเกรด
เหล็กหล่อเป็นก้อนกลมเปอร์ลิติกมีคุณสมบัติในการเสียดสีมากกว่า ดังนั้นจึงแนะนำให้ใช้เกรดเหล็กหล่อ
ใช้เกรดที่เคลือบ PVD และการตัดเฉือนแบบเปียกเพื่อความสามารถในการตัดเฉือนที่ดีที่สุด
เหล็กกราไฟต์ขนาดกะทัดรัด (CGI)
การจำแนกประเภทวัสดุ: K4.x
เนื้อหา Perlitic น้อยกว่า 90%
 CGI ประเภทนี้ซึ่งมักจะมีโครงสร้าง perlitic ประมาณ 80% เป็นสีที่พบมากที่สุด ส่วนประกอบทั่วไปคือเสื้อสูบ ฝาสูบ และท่อร่วมไอเสีย
CGI ประเภทนี้ซึ่งมักจะมีโครงสร้าง perlitic ประมาณ 80% เป็นสีที่พบมากที่สุด ส่วนประกอบทั่วไปคือเสื้อสูบ ฝาสูบ และท่อร่วมไอเสีย
คำแนะนำหัวกัดเหมือนกับเหล็กหล่อสีเทา อย่างไรก็ตาม ควรเลือกรูปทรงเม็ดมีดที่คมขึ้นและเป็นบวกมากขึ้นเพื่อลดการเกิดครีบบนส่วนประกอบ
การกัดแบบวงกลมอาจเป็นทางเลือกที่ดีมากสำหรับการคว้านกระบอกสูบแบบเดิมใน CGI
เหล็กดัดออสเทมเปอร์ (ADI)
การจำแนกประเภทวัสดุ: K5.x
โดยปกติการกัดหยาบจะดำเนินการในสภาวะที่ไม่ชุบแข็ง และสามารถเปรียบเทียบได้กับการกัดเหล็กกล้าอัลลอยด์สูง
อย่างไรก็ตาม การเก็บผิวละเอียดจะดำเนินการในวัสดุชุบแข็งซึ่งมีการกัดกร่อนสูง เปรียบเทียบได้กับการกัดเหล็กกล้าชุบแข็ง ISO H ควรใช้เกรดที่มีความทนทานต่อการสึกหรอจากการเสียดสีสูง
เมื่อเปรียบเทียบกับ NCI อายุการใช้งานของเครื่องมือใน ADI จะลดลงเหลือประมาณ 40% และแรงตัดอยู่ที่ประมาณ สูงขึ้น 40%
อ่านเพิ่มเติมเกี่ยวกับวัสดุเหล็กหล่อ
การกัดวัสดุที่ไม่ใช่เหล็ก
 วัสดุที่ไม่ใช่เหล็กไม่เพียงแต่ประกอบด้วยอะลูมิเนียมเท่านั้น แต่ยังรวมถึงโลหะผสมแมกนีเซียม ทองแดง และสังกะสีด้วย ความสามารถในการขึ้นรูปจะแตกต่างกันไปตามเนื้อหา Si เป็นหลัก อะลูมิเนียมไฮโปยูเธกติกเป็นชนิดที่พบมากที่สุด โดยมีปริมาณ Si ต่ำกว่า 13%
วัสดุที่ไม่ใช่เหล็กไม่เพียงแต่ประกอบด้วยอะลูมิเนียมเท่านั้น แต่ยังรวมถึงโลหะผสมแมกนีเซียม ทองแดง และสังกะสีด้วย ความสามารถในการขึ้นรูปจะแตกต่างกันไปตามเนื้อหา Si เป็นหลัก อะลูมิเนียมไฮโปยูเธกติกเป็นชนิดที่พบมากที่สุด โดยมีปริมาณ Si ต่ำกว่า 13%
อะลูมิเนียมที่มีปริมาณ Si ต่ำกว่า 13%
การจำแนกประเภทวัสดุ: N1.1-3
เกณฑ์การสึกที่เด่นชัดคือขอบสะสม/รอยเปื้อนบนขอบ ซึ่งนำไปสู่ปัญหาการเกิดครีบและผิวสำเร็จ การก่อตัวของเศษที่ดีและการคายเศษเป็นสิ่งสำคัญสำหรับการหลีกเลี่ยงรอยขีดข่วนบนพื้นผิวของส่วนประกอบ
คำแนะนำ
 เม็ดมีดปลาย PCD
เม็ดมีดปลาย PCD
- ใช้เม็ดมีดปลาย PCD ที่มีคมและขัดเงาเพื่อความสามารถในการหักเศษที่ดีและต้านทานคมตัดในตัว
- เลือกรูปทรงเม็ดมีดมุมบวกที่มีคมตัด
- ไม่เหมือนกับงานกัดอื่นๆ ส่วนใหญ่ ควรใช้น้ำมันตัดกลึงกับอะลูมิเนียมเพื่อหลีกเลี่ยงการเลอะที่ขอบเม็ดมีดและเพื่อปรับปรุงผิวสำเร็จ ปริมาณ Si < 8%: ใช้น้ำมันตัดกลึงที่มีความเข้มข้น 5% ปริมาณ Si 8-12%: ใช้การตัด ของไหลที่มีความเข้มข้น 10% ปริมาณ Si >12%: ใช้ของไหลตัดที่มีความเข้มข้น 15%
- โดยทั่วไป ความเร็วตัดที่สูงขึ้นจะช่วยเพิ่มประสิทธิภาพและไม่ส่งผลเสียต่ออายุการใช้งานของเครื่องมือ
- แนะนำให้ใช้ค่า h ex ที่ 0.10–0.20 มม. ( 0.0039–0.0079 นิ้ว) ค่าที่ต่ำเกินไปอาจนำไปสู่การเกิดเสี้ยนได้
คำเตือน:ตรวจสอบให้แน่ใจว่าไม่เกินรอบต่อนาทีสูงสุดสำหรับเครื่องตัด
- เนื่องจากการป้อนตารางสูง ควรใช้เครื่องที่มีฟังก์ชัน “ดูล่วงหน้า” เพื่อหลีกเลี่ยงข้อผิดพลาดด้านมิติ
- อายุการใช้งานของเครื่องมือมักถูกจำกัดโดยการเกิดเสี้ยนหรือผิวสำเร็จบนส่วนประกอบ การสึกหรอของเม็ดมีดเป็นเกณฑ์อายุการใช้งานของเครื่องมือได้ยาก
อ่านเพิ่มเติมเกี่ยวกับวัสดุอโลหะ
การกัดซูเปอร์อัลลอยทนความร้อน (HRSA)
 ซูเปอร์อัลลอยทนความร้อน (HRSA) แบ่งออกเป็นสามกลุ่มวัสดุ โลหะผสมที่มีนิกเกิล เหล็ก และโคบอลต์เป็นส่วนประกอบ ไททาเนียมสามารถเป็นโลหะผสมหรือบริสุทธิ์ก็ได้ ความสามารถในการขึ้นรูปของทั้ง HRSA และไททาเนียมนั้นต่ำ โดยเฉพาะอย่างยิ่งในสภาพที่เก่า ทำให้ต้องใช้เครื่องมือตัดที่มีความต้องการพิเศษ
ซูเปอร์อัลลอยทนความร้อน (HRSA) แบ่งออกเป็นสามกลุ่มวัสดุ โลหะผสมที่มีนิกเกิล เหล็ก และโคบอลต์เป็นส่วนประกอบ ไททาเนียมสามารถเป็นโลหะผสมหรือบริสุทธิ์ก็ได้ ความสามารถในการขึ้นรูปของทั้ง HRSA และไททาเนียมนั้นต่ำ โดยเฉพาะอย่างยิ่งในสภาพที่เก่า ทำให้ต้องใช้เครื่องมือตัดที่มีความต้องการพิเศษ
HRSA และโลหะผสมไททาเนียม
การกัด HRSA และไททาเนียมมักต้องการเครื่องจักรที่มีความแข็งแกร่งสูง กำลังสูง และแรงบิดที่รอบต่ำ การสึกหรอของรอยบากและการบิ่นของขอบเป็นประเภทการสึกหรอที่พบบ่อยที่สุด การเกิดความร้อนสูงจะจำกัดความเร็วในการตัด
คำแนะนำ
 ใช้หัวกัดเม็ดมีดทรงกลมเพื่อลดการสึกหรอของรอยบาก
ใช้หัวกัดเม็ดมีดทรงกลมเพื่อลดการสึกหรอของรอยบาก
- ใช้หัวกัดเม็ดมีดทรงกลมทุกครั้งที่ทำได้เพื่อเพิ่มผลการทำให้เศษบางลง
- สำหรับความลึกของการตัดต่ำกว่า 5 มม. (0.197 นิ้ว) มุมเข้างานควรน้อยกว่า 45° ในทางปฏิบัติ ขอแนะนำให้ใช้เม็ดมีดมุมบวกแบบมุมเอียง
- ความแม่นยำของหัวกัดทั้งในแนวรัศมีและแนวแกนเป็นสิ่งสำคัญเพื่อรักษาน้ำหนักของฟันให้คงที่และการทำงานที่ราบรื่น และเพื่อป้องกันความล้มเหลวก่อนเวลาอันควรของฟันของหัวกัดแต่ละซี่
- รูปทรงของคมตัดควรเป็นบวกเสมอเมื่อปรับขอบมนให้เหมาะสม เพื่อป้องกันการเกาะตัวของเศษที่จุดที่คมตัดออกจากคมตัด
- จำนวนฟันตัดจริงในการตัดระหว่างรอบการกัดควรสูงที่สุดเท่าที่จะเป็นไปได้ สิ่งนี้จะให้ผลผลิตที่ดีหากมีความมั่นคง ใช้หัวกัดระยะพิทช์ที่ชิดเป็นพิเศษ
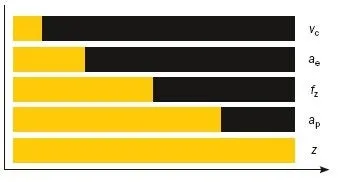
 = อายุการใช้งานของเครื่องมือ
= อายุการใช้งานของเครื่องมือ
 = อายุการใช้งานเครื่องมือลดลงเมื่อพารามิเตอร์การตัดเพิ่มขึ้น
= อายุการใช้งานเครื่องมือลดลงเมื่อพารามิเตอร์การตัดเพิ่มขึ้น
การเปลี่ยนแปลงมีผลกระทบต่ออายุการใช้งานของเครื่องมือแตกต่างกันไป ความเร็วตัดv cมีผลกระทบมากที่สุด รองลงมาคือeเป็นต้น
น้ำมันตัดกลึง/น้ำหล่อเย็น
แตกต่างจากการกัดวัสดุอื่นๆ ส่วนใหญ่ แนะนำให้ใช้น้ำหล่อเย็นเพื่อช่วยในการขจัดเศษ ควบคุมความร้อนที่คมตัด และป้องกันการตัดเศษซ้ำ น้ำหล่อเย็นแรงดันสูง (70 บาร์ (1015 psi)) ที่จ่ายผ่านแกนหมุน/เครื่องมือมักจะเป็นที่ต้องการเสมอ แทนที่จะจ่ายจากภายนอกและใช้แรงดันต่ำ
ข้อยกเว้น: ไม่ควรใช้น้ำมันตัดกลึงเมื่อกัดด้วยเม็ดมีดเซรามิกเนื่องจากความร้อนช็อก
น้ำมันตัดที่จ่ายผ่านหัวกัดมีประโยชน์เมื่อใช้เม็ดมีดคาร์ไบด์
การสึกหรอของเม็ดมีด/เครื่องมือ
สาเหตุส่วนใหญ่ที่ทำให้เครื่องมือทำงานล้มเหลวและการเก็บผิวสำเร็จที่ไม่ดีคือการสึกหรอของรอยบาก การสึกหรอด้านข้างมากเกินไป และการหลุดร่อนของเส้นขอบ
แนวทางปฏิบัติที่ดีที่สุดคือการจัดทำดัชนีคมตัดเป็นระยะๆ เพื่อให้แน่ใจว่ากระบวนการมีความน่าเชื่อถือ การสึกหรอด้านข้างรอบคมตัดไม่ควรเกิน 0.2 มม. (0.0078 นิ้ว) สำหรับหัวกัดที่มีมุมเข้างาน 90 องศา หรือสูงสุด 0.3 มม. (0.0118 นิ้ว) สำหรับเม็ดมีดทรงกลม
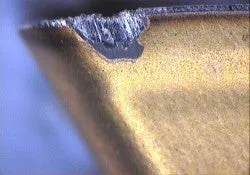 การสึกหรอของเม็ดมีดโดยทั่วไป
การสึกหรอของเม็ดมีดโดยทั่วไป
หัวกัดเม็ดมีดเซรามิกสำหรับการกัดหยาบ HRSA
 โดยทั่วไปการกัดเซรามิกจะทำงานที่ความเร็ว 20 ถึง 30 เท่าของคาร์ไบด์ แม้ว่าจะใช้อัตราป้อนงานต่ำกว่า (~0.1 มม./z (0.0039 นิ้ว/z)) ซึ่งส่งผลให้ได้ผลผลิตสูง เนื่องจากการตัดเป็นช่วงๆ จึงเป็นการทำงานที่เย็นกว่าการกลึงมาก ด้วยเหตุนี้ ความเร็ว 700–1000 ม./นาที (2297–3280 ฟุต/นาที) เมื่อปรับการกัด เทียบกับ 200–300 ม./นาที (656–984 ฟุต/นาที) สำหรับการกลึง
โดยทั่วไปการกัดเซรามิกจะทำงานที่ความเร็ว 20 ถึง 30 เท่าของคาร์ไบด์ แม้ว่าจะใช้อัตราป้อนงานต่ำกว่า (~0.1 มม./z (0.0039 นิ้ว/z)) ซึ่งส่งผลให้ได้ผลผลิตสูง เนื่องจากการตัดเป็นช่วงๆ จึงเป็นการทำงานที่เย็นกว่าการกลึงมาก ด้วยเหตุนี้ ความเร็ว 700–1000 ม./นาที (2297–3280 ฟุต/นาที) เมื่อปรับการกัด เทียบกับ 200–300 ม./นาที (656–984 ฟุต/นาที) สำหรับการกลึง
คำแนะนำ
- ใช้เม็ดมีดทรงกลมเป็นหลักเพื่อให้แน่ใจว่ามุมเข้างานต่ำและป้องกันการสึกหรอของรอยบาก
- ห้ามใช้น้ำมันตัดกลึง/น้ำยาหล่อเย็น
- ห้ามใช้เซรามิกเมื่อตัดเฉือนไททาเนียม
- เซรามิกมีผลเสียต่อความสมบูรณ์ของพื้นผิวและภูมิประเทศ ดังนั้นจึงไม่ใช้เมื่อตัดเฉือนใกล้เคียงกับรูปร่างส่วนประกอบสำเร็จรูป
- การสึกหรอด้านข้างสูงสุดเมื่อใช้เม็ดมีดเซรามิกใน HRSA คือ 0.6 มม. (0.024 นิ้ว)
อ่านเพิ่มเติมเกี่ยวกับ HRSA และไทเทเนียม
กัดเหล็กชุบแข็ง
 กลุ่มนี้มีเหล็กกล้าชุบแข็งและอบร้อนที่มีความแข็ง >45–65 HRC
กลุ่มนี้มีเหล็กกล้าชุบแข็งและอบร้อนที่มีความแข็ง >45–65 HRC
ส่วนประกอบทั่วไปที่ถูกกัดคือ:
- เม็ดมีดเหล็กเครื่องมือสำหรับแม่พิมพ์ปั๊ม
- แม่พิมพ์พลาสติก
- การตีขึ้นรูปตาย
- หล่อตาย
- ปั๊มจ่ายน้ำมันเชื้อเพลิง
การสึกหรอด้านข้างของเม็ดมีดและการหลุดร่อนของชิ้นงานเป็นปัญหาหลัก
คำแนะนำ
- ใช้รูปทรงเม็ดมีดมุมบวกที่มีคมตัด สิ่งนี้จะลดแรงตัดและทำให้การตัดนุ่มนวลขึ้น
- ปล่อยให้แห้ง หลีกเลี่ยงการตัดของเหลว
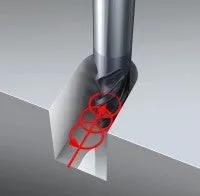
- การกัดแบบ Trochoidal เป็นวิธีที่เหมาะสม ซึ่งช่วยให้อัตราป้อนโต๊ะสูงร่วมกับแรงตัดต่ำ ทำให้คมตัดและอุณหภูมิชิ้นงานต่ำ ซึ่งส่งผลดีต่อประสิทธิภาพการผลิต อายุการใช้งานของเครื่องมือ และความคลาดเคลื่อนของส่วนประกอบ
- ควร ใช้กลยุทธ์การตัดเฉือนที่ เบาแต่เร็วในการกัดปาดหน้า เช่น ระยะกินลึกน้อย ทั้งa eและp ใช้หัวกัดระยะพิทช์ที่ชิดเป็นพิเศษและความเร็วตัดที่ค่อนข้างสูง