
งานกัด กลึง, บทความทั้งหมด
การกัดบ่าฉาก
การกัดบ่าฉาก
 การกัดบ่าฉากประกอบด้วย:
การกัดบ่าฉากประกอบด้วย:
- การกัดบ่า/ปาดหน้า
- การกัดขอบรอบข้าง
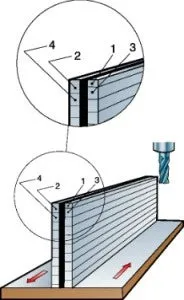
- การกัดบ่าฉากของผนังโก่งตัวบาง
การกัดบ่า/ปาดหน้า

การกัดบ่าฉาก / การกัดปาดหน้าให้ประสบความสำเร็จคืออะไร?
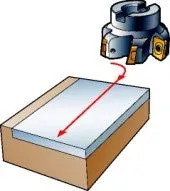
การกัดบ่าฉากจะสร้างสองหน้าพร้อมกัน ซึ่งต้องใช้การกัดขอบข้างร่วมกับการกัดปาดหน้า การบรรลุไหล่เก้าสิบองศาที่แท้จริงเป็นหนึ่งในข้อกำหนดที่สำคัญที่สุด การกัดบ่าฉากสามารถทำได้โดยใช้หัวกัดบ่าฉากแบบดั้งเดิม และยังใช้หัวกัดปลาย หัวกัดขอบยาว และหัวกัดข้างและหัวกัดปาดหน้า เนื่องจากมีตัวเลือกมากมายเหล่านี้ จึงจำเป็นอย่างยิ่งที่จะต้องพิจารณาข้อกำหนดในการปฏิบัติงานอย่างรอบคอบเพื่อตัดสินใจเลือกที่เหมาะสมที่สุด
ทางเลือกของเครื่องมือ
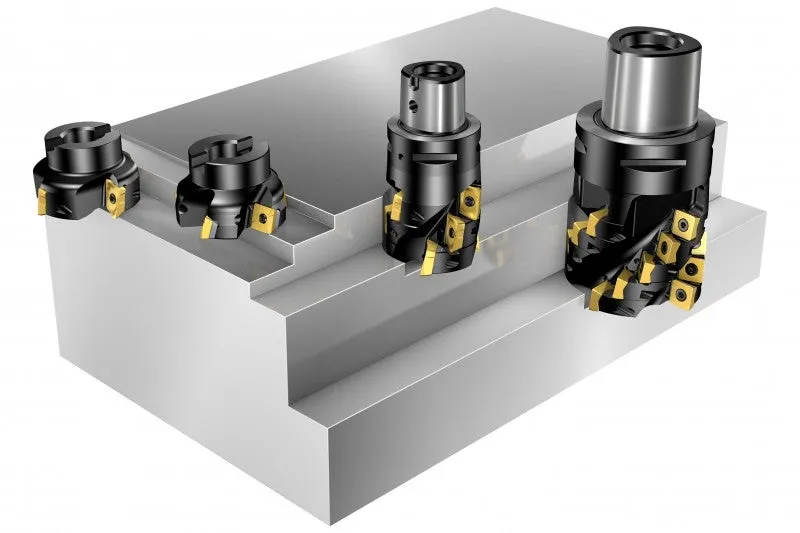
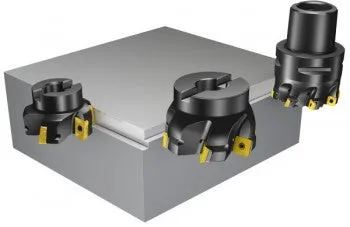
หัวกัดบ่าฉาก
หัวกัดบ่าฉากของการออกแบบทั่วไปมักจะสามารถกัดบ่าฉากตื้น 90 องศาแบบ “จริง” ได้ หัวกัดบ่าฉากหลายรุ่นเป็นหัวกัดอเนกประสงค์ และสามารถนำไปใช้ประโยชน์สำหรับการเจาะรูได้ เป็นทางเลือกที่ดีสำหรับหัวกัดปาดหน้าเมื่อกัดพื้นผิวที่เบี่ยงเบนแนวแกนหรือสำหรับการกัดใกล้กับปาดหน้าในแนวตั้ง
หัวกัดปลาย
เม็ดมีดแบบถอดเปลี่ยนได้และดอกกัดโซลิดคาร์ไบด์มอบวิธีแก้ปัญหาที่ดีสำหรับบ่างานที่ต้องการการเข้าถึง
หัวกัดขอบยาว
โดยทั่วไปแล้วหัวกัดคมตัดยาวจะใช้สำหรับการกัดบ่าฉากที่ลึกกว่า
วิธีการใช้
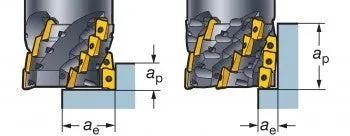
การกัดบ่าฉากแบบตื้น
การทำงานที่ใช้บ่อยนี้มักดำเนินการโดยหัวกัดปาดฉากและดอกกัดบ่าฉาก การเจียระไนแบบตื้นทำให้ได้การเจียระไนในแนวรัศมีที่ใหญ่ขึ้น บ่อยครั้งที่หัวกัดเหล่านี้สามารถใช้แทนหัวกัดปาดหน้าได้ โดยเฉพาะอย่างยิ่งเมื่อแรงกดตามแนวแกนบนส่วนประกอบมีข้อจำกัด และเมื่อมีความต้องการการเข้าถึงใกล้กับผิวหน้าแนวตั้งหรือส่วนจับยึด ตัวเลือกหัวกัดบ่าฉากขนาดใหญ่ช่วยให้เข้าถึงได้ดีที่สุดเมื่อกัดบ่าฉากตื้นที่อยู่ลึก
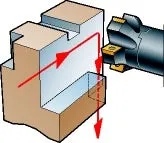
การกัดบ่าฉากลึก
ใช้การผ่านซ้ำกับหัวกัดบ่าฉากและดอกเอ็นมิล เพื่อลดข้อผิดพลาดที่พื้นผิว เช่น หอยเชลล์และขอบเปลี่ยนผ่านระหว่างรอบตัด หัวกัดความแม่นยำสูงที่สามารถสร้างบ่าฉากได้ 90º ที่แท้จริงคือความต้องการที่แท้จริง หากความลึกของบ่าน้อยกว่า 75% ของความยาวของคมตัด โดยปกติแล้ว คุณภาพของพื้นผิวแนวตั้งไม่จำเป็นต้องมีการเก็บผิวละเอียดเป็นพิเศษ
ใช้รอบเดียวกับหัวกัดขอบยาว
หัวกัดคมตัดยาวเป็นทางเลือกที่ดีสำหรับงานกัดบ่าฉากที่ลึกกว่า ใหญ่กว่า และมักจะหนักกว่า มีความสามารถในการขจัดเนื้อโลหะสูง และโดยทั่วไปจะใช้สำหรับการกัดหยาบเนื่องจากพื้นผิวที่ได้จะมีลักษณะเฉพาะด้วยการกัดข้างที่อัตราป้อนงานสูง
 หัวกัดเหล่านี้ต้องการ:
หัวกัดเหล่านี้ต้องการ:
- ความเสถียร
- สภาพแกนหมุน
- การคายเศษ
- ถือเครื่องมือ
- พลัง
แรงในแนวรัศมีมีความสำคัญมากทำให้การกัดข้างมีความแข็งแกร่ง
หัวกัดขอบยาวที่สั้นกว่าเหมาะสำหรับ:
- ไหล่กว้างแต่ตื้น
- การกัดร่องแบบเต็มที่ความลึกเท่ากับเส้นผ่านศูนย์กลาง ซึ่งชดเชยข้อจำกัดของเครื่องจักรได้
เวอร์ชันที่ยาวขึ้นมีไว้สำหรับ:
- การกัดบ่าฉากที่มีความลึกในแนวรัศมีปานกลาง
- การตัดขอบด้วยเครื่องจักรที่ทรงพลังและมั่นคง
การกัดบ่างานที่อยู่ลึก
 ตัวเลือกหัวกัดบ่าฉากขนาดใหญ่ช่วยให้เข้าถึงได้ดีที่สุดในการกัดบ่าฉากตื้นที่อยู่ลึก สำหรับบ่าที่อยู่ในความลึกมากขึ้น ให้ใช้ส่วนต่อขยายที่มีข้อต่อ Coromant Capto หัวกัดขอบยาวยังมีจำหน่ายในรุ่นขนาดใหญ่เพื่อใช้กับบ่าที่ลึกซึ่งอยู่ลึก อย่างไรก็ตาม ระยะกินลึกในแนวรัศมีมีจำกัดมากกว่า
ตัวเลือกหัวกัดบ่าฉากขนาดใหญ่ช่วยให้เข้าถึงได้ดีที่สุดในการกัดบ่าฉากตื้นที่อยู่ลึก สำหรับบ่าที่อยู่ในความลึกมากขึ้น ให้ใช้ส่วนต่อขยายที่มีข้อต่อ Coromant Capto หัวกัดขอบยาวยังมีจำหน่ายในรุ่นขนาดใหญ่เพื่อใช้กับบ่าที่ลึกซึ่งอยู่ลึก อย่างไรก็ตาม ระยะกินลึกในแนวรัศมีมีจำกัดมากกว่า
รายการตรวจสอบการสมัครและคำแนะนำ

- การกัดบ่าฉากเป็นตัวเลือกแรกเสมอ และมีความสำคัญอย่างยิ่งสำหรับการกัดบ่าฉากเนื่องจากมุมเข้างาน 90°
- การตัดเฉือนควรทำในลักษณะที่ส่งแรงตัดไปยังจุดรองรับของฟิกซ์เจอร์ ตราบเท่าที่เป็นไปได้ ดังนั้นการกัดขึ้นรูปจึงเป็นทางเลือกที่ดีในบางกรณี
- การเลือกระยะพิทช์ของหัวกัดขึ้นอยู่กับความเสถียรของทั้งระบบ ซึ่งรวมถึง: เครื่องจักร ชิ้นงานและการจับยึด ตลอดจนวัสดุชิ้นงาน
- ในเครื่องจักร ISO 40 และขนาดเล็กกว่า แนะนำให้ใช้หัวกัดระยะพิทช์หยาบ เนื่องจากความเสถียรจำกัด
- แนะนำให้ใช้หัวกัดระยะพิทช์หยาบสำหรับการตัดเฉือนชิ้นส่วนที่ติดตั้งบนฟิกซ์เจอร์ทรงลูกบาศก์
- การวางตำแหน่งของหัวกัดบนชิ้นงานมีความสำคัญอย่างยิ่งและควรได้รับการเอาใจใส่เป็นพิเศษ
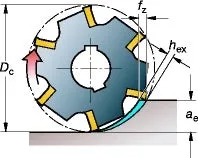
- เมื่อ DC/ a e >10 ควรปรับอัตราป้อนf z ให้สอดคล้องกับค่า hex เพื่อให้ได้ผลลัพธ์ที่ดีและหลีกเลี่ยงการพังทลายของขอบ
- หากความลึกของบ่าน้อยกว่า 75% ของความยาวคมตัด โดยปกติแล้ว คุณภาพของพื้นผิวแนวตั้งไม่จำเป็นต้องเก็บผิวละเอียดเป็นพิเศษ
- เลือกเกรดเม็ดมีดคาร์ไบด์ที่แกร่งกว่าสำหรับการกัดปาดหน้า
- หากใช้หัวกัดคมตัดที่ยาว เงื่อนไขต่างๆ เป็นสิ่งที่เรียกร้อง ดังนั้นอาจต้องใช้เกรดที่แข็งกว่า
- ยิ่งตัดลึกมากเท่าไหร่ การเลือกความเร็วตัดที่ต่ำลงก็มีความสำคัญมากขึ้นเพื่อหลีกเลี่ยงการสั่นสะท้าน
- เมื่อเกิดการสั่นสะเทือน ให้ลดv cและเพิ่มf zตรวจสอบกับค่า hex ที่แนะนำ!
- ตรวจสอบให้แน่ใจว่ามีกำลังเครื่องจักรเพียงพอสำหรับข้อมูลการตัดที่เลือก
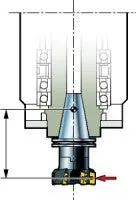
ถือเครื่องมือ
- ให้ความสนใจเป็นพิเศษกับความต้องการกำลังไฟเมื่อทำการตัดขนาดใหญ่ โดยเฉพาะอย่างยิ่งกับหัวกัดขอบยาว
- การติดตั้งเครื่องมือมีอิทธิพลมากที่สุดต่อผลการกัดสำหรับหัวกัดขนาดเล็กกว่า 50 มม
- ยิ่งความลึกของการตัดมากขึ้น ขนาดและความเสถียรของการจับยึดก็ยิ่งมีความสำคัญมากขึ้น เนื่องจากแรงในแนวรัศมีมีความสำคัญมากเมื่อใช้หัวกัดบ่าฉาก โดยเฉพาะหัวกัดขอบยาว
- คัปปลิ้ง Coromant Capto ให้ความเสถียรสูงสุดและการโก่งตัวน้อยที่สุดสำหรับหัวกัดทุกประเภท – สำคัญอย่างยิ่งกับเครื่องมือที่ยาวหรือยาว
กลิ้งเข้าตัด
- ทางเข้าที่เรียบเข้าสู่การตัดเป็นสิ่งสำคัญสำหรับการหลีกเลี่ยงการสั่นสะเทือนและยืดอายุการใช้งานของเครื่องมือ โดยเฉพาะอย่างยิ่งเมื่อกัดบ่าฉาก
- ตั้งโปรแกรมเครื่องตัดให้ม้วนเข้าตัด สร้างความหนาของเศษที่ทางออกเป็นศูนย์เสมอ: เมื่อรวมกันจะทำให้ได้ทั้งสองอย่าง อัตราป้อนงานสูงขึ้นและอายุการใช้งานเครื่องมือยาวนานขึ้น
- วิธีนี้เหมาะสมที่สุดสำหรับงานที่คุณกัดรอบมุมภายนอก เนื่องจากจะหลีกเลี่ยงการเปลี่ยนแปลงที่คมชัดในการตัด
- ให้เครื่องตัดทำงานอย่างต่อเนื่องในการตัด
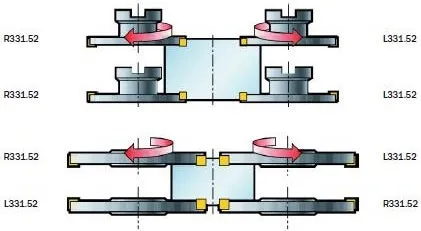
การกัดบ่าฉากโดยใช้หัวกัดข้างและหัวกัดปาดหน้า
หัวกัดข้างและหัวกัดปาดหน้ายังใช้สำหรับการกัดบ่าฉาก โดยเฉพาะอย่างยิ่งหากรูปแบบแคบแต่มีความกว้างในแนวรัศมี หัวกัดเหล่านี้มักเป็นทางออกเดียวที่เป็นไปได้สำหรับการหันหลังกลับของไหล่และใบหน้าที่ซ่อนอยู่
| ขวา | ซ้าย |
 |
การกัดขอบรอบข้าง

การกัดขอบขอบที่ประสบความสำเร็จคืออะไร
การตัดเฉือนคมตัดคือการกัดข้างที่ใช้ในเครื่องมือตัดโครงร่าง การกัดข้างและการกัดขอบเป็นทางเลือกของการกัดขอบข้าง
ทางเลือกของเครื่องมือ

- โดยทั่วไปแล้วคมมีดบางจะเกิดจากดอกกัดเอ็นมิล ขณะที่คมตัดที่ลึกหรือหนาขึ้นจะเกิดจากดอกเอ็นมิลโดยใช้รอบ “การกัดบ่าฉาก” ซ้ำๆ หรือโดยดอกกัดขอบยาวในรอบเดียว
- บ่าที่มีความลึกสองเท่าของเส้นผ่านศูนย์กลางจะได้รับการตัดเฉือนอย่างมีประสิทธิภาพโดยใช้หัวกัดขอบยาวหรือหัวกัดโซลิดคาร์ไบด์ สำหรับบ่างานลึกหรือขอบชิ้นงานหนา แนะนำให้ใช้ระยะกินลึกในแนวรัศมี 0.5 เท่าของเส้นผ่านศูนย์กลาง
- หัวกัดข้างและหัวกัดปาดหน้ายังสามารถใช้สำหรับการกัดขอบหรือการกัดขอบนอกได้อีกด้วย
- เกลียวขนาดใหญ่ช่วยให้มั่นใจได้ถึงจำนวนฟันในการตัดที่เพียงพอและการตัดที่ราบรื่นสำหรับการกัดขอบที่ระยะกินลึกในแนวรัศมีขนาดเล็ก
- หัวกัดระยะพิทช์ระยะใกล้หรือระยะพิทช์ใกล้พิเศษเหมาะอย่างยิ่งสำหรับการกัดขอบ สิ่งนี้ยังเป็นจริงเช่นกันเมื่อกัดขอบที่บางกว่าหรือบ่าแบบขอบตื้นโดยใช้ดอกกัด 90º
วิธีการใช้
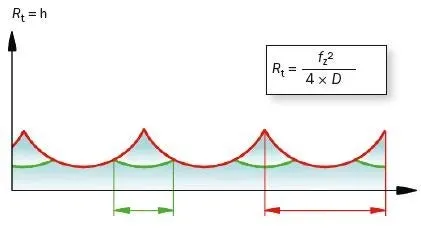
พื้นผิว – สร้างขึ้นในแนวรัศมี
 เมื่อไม่มีการหมุนหนีในหัวกัด ความสูงของยอด h
เมื่อไม่มีการหมุนหนีในหัวกัด ความสูงของยอด h
จะสูงเท่ากันและสามารถคำนวณได้โดยใช้สูตร:
ความลึกของส่วนตัด / ความสูงของส่วนปลาย
 เมื่อค่ารันเอาท์ในหัวกัด อัตราป้อนต่อฟันf zและ
เมื่อค่ารันเอาท์ในหัวกัด อัตราป้อนต่อฟันf zและ
ตามมาด้วยความสูงของปลายแหลม h จะแตกต่างกันไปขึ้นอยู่กับ TIR
 |
|
| ฉ_ | f zหมด |
ดังที่ได้กล่าวไว้ พื้นผิวพื้นผิวและแนวโน้มการขึ้นเขาอาจจำกัดอัตราป้อนงาน โดยเฉพาะอย่างยิ่งเมื่อระยะกินลึกในแนวรัศมีมีขนาดเล็ก
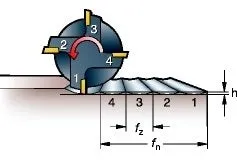
เมื่อใช้ด้านข้างของดอกกัดเพื่อกัดโปรไฟล์ ชุดของ ‘cusps’ จะถูกสร้างขึ้น ความสูงของยอด – h ถูกกำหนดโดย:
- เส้นผ่านศูนย์กลางของคัตเตอร์ DC
- ฟีดต่อฟันf z
- การอ่านตัวบ่งชี้เครื่องมือของการหมุนหนีศูนย์ TIR
หัวกัดเม็ดมีดแบบถอดเปลี่ยนได้จะมี TIR สูงกว่าหัวกัดคาร์ไบด์เสมอ นอกจากนี้ ยิ่งเส้นผ่านศูนย์กลางหัวกัดใหญ่ขึ้น จำนวนฟันก็ยิ่งมากขึ้น ซึ่งจะเพิ่มระยะห่างระหว่างจุดสูงและจุดต่ำของปลายแหลม
สำหรับพื้นผิวที่ดีที่สุด:
- ใช้หัวกัดโซลิดคาร์ไบด์
- ใช้หัวจับกำลังความแม่นยำสูงพร้อมคัปปลิ้ง Coromant Capto
- ใช้ระยะยื่นที่สั้นที่สุด
คำแนะนำฟีด (ไม่ต้องสนใจเลขฐานสิบหก):
- หัวกัดเม็ดมีดแบบถอดเปลี่ยนได้ ค่าเริ่มต้นf z = 0.15 มม./ฟันตัด
- ดอกกัดโซลิดคาร์ไบด์ ค่าเริ่มต้นf z = 0.10 มม./ฟันตัด
หมายเหตุ:คุณภาพพื้นผิวที่แย่ที่สุดจะเกิดขึ้นได้หากคมตัดเพียงอันเดียวสร้างพื้นผิว เนื่องจากการหมุนของใบมีดไม่ดี
รายการตรวจสอบการสมัครและคำแนะนำ
- ปัจจัยสำคัญในการกัดขอบนอกคือการได้รับอัตราป้อนงานต่อฟันที่เหมาะสมf z
- ค่าอัตราป้อนf zต้องชดเชยหน้าสัมผัสของหัวกัด ซึ่งส่งผลต่อความหนาของเศษ
- อัตราป้อนต่อฟันf zควรคูณด้วยปัจจัยการปรับเปลี่ยน วิธีนี้จะช่วยให้อัตราป้อนงานสูงขึ้นโดยมีส่วนโค้งที่เล็กลง และในขณะเดียวกันก็รับประกันได้ว่าความหนาของเศษจะมากพอ อย่างไรก็ตาม ปัจจัยการปรับเปลี่ยนอาจใช้ไม่ได้เสมอไป: พื้นผิวและแนวโน้มการขึ้นเขาอาจจำกัดอัตราการป้อน
การกัดบ่าฉากของผนังโก่งตัวบาง
 สำหรับการกัดบ่าฉากของ:
สำหรับการกัดบ่าฉากของ:
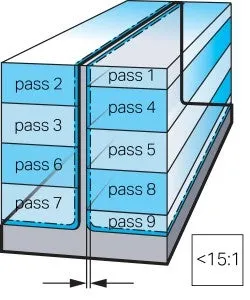
- อัตราส่วนความสูงต่อความหนาเล็กน้อย < 15:1:
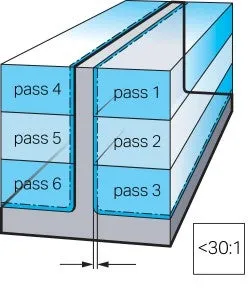
- อัตราส่วนความสูงต่อความหนาปานกลาง < 30:1
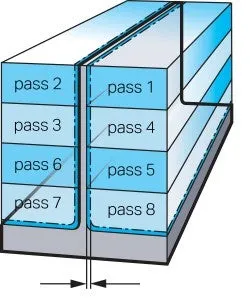
- อัตราส่วนความสูงต่อความหนาที่สูงมาก > 30:1
- ฐานผนังบาง

ข้อพิจารณา:
- กลยุทธ์การตัดเฉือนสำหรับผนังบางจะแตกต่างกันไป ขึ้นอยู่กับความสูงและความหนาของผนัง
- จำนวนรอบจะถูกกำหนดในทุกกรณีโดยขนาดผนังและระยะกินลึกตามแนวแกน
- พิจารณาความมั่นคงของทั้งเครื่องตัดและผนัง
- การใช้เทคนิคความเร็วสูง เช่นa p / a e ขนาดเล็ก และv cสูง ช่วยให้การกัดผนังบางสะดวกขึ้น เนื่องจากช่วยลดเวลาในการจับเครื่องมือ และส่งผลให้แรงกระตุ้นและการโก่งตัวลดลง
- ควรใช้การกัดดาวน์
- การกัดอลูมิเนียมและไททาเนียมใช้วิธีการที่เท่าเทียมกัน
อัตราส่วนความสูงต่อความหนาเล็กน้อย < 15:1:
ทางผ่านควรทำเป็นเส้นทางซิกแซก
การกัด “Thinwall”:
- กลึงผนังด้านหนึ่งด้วยวิธีที่ไม่ทับซ้อนกัน
- ทำซ้ำในด้านตรงข้าม
- ปล่อยให้ค่าเผื่อทั้งสองด้านสำหรับการตกแต่งที่ตามมา
อัตราส่วนความสูงต่อความหนาปานกลาง < 30:1
การกัด “ตลิ่ง”:
- ด้านสำรอง การตัดเฉือนตามความลึกที่กำหนดในการผ่านที่ไม่ทับซ้อนกัน
การกัดรองรับขั้นบันได:
- วิธีการที่คล้ายกันแต่ทับซ้อนกันระหว่างการผ่านบนด้านตรงข้ามของผนัง: วิธีนี้ช่วยให้ได้รับการสนับสนุนมากขึ้น ณ จุดที่กำลังตัดเฉือน การผ่านครั้งแรกควรอยู่ที่ระยะกินลึกที่ลดลงa p /2
- ไม่ว่าในกรณีใด ให้เว้นระยะเผื่อไว้ทั้งสองด้านสำหรับการเก็บผิวละเอียดที่ตามมา 0.2 – 1.0 มม
อัตราส่วนความสูงต่อความหนาที่สูงมาก >30:1
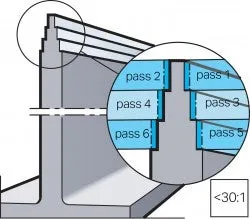 นอกจากการสลับด้านของผนังในขณะตัดเฉือนแล้ว ให้เข้าใกล้ความหนาของผนังที่ต้องการเป็นขั้นๆ โดยใช้รูทีน “ต้นคริสต์มาส”
นอกจากการสลับด้านของผนังในขณะตัดเฉือนแล้ว ให้เข้าใกล้ความหนาของผนังที่ต้องการเป็นขั้นๆ โดยใช้รูทีน “ต้นคริสต์มาส”
- ส่วนที่บางกว่าจะได้รับการสนับสนุนโดยส่วนที่หนากว่าด้านล่างขณะตัดเฉือน
- เลื่อนกำแพงลงมาตามขั้นตอนนี้
ผนังบาง
 จบเบี้ยเลี้ยง
จบเบี้ยเลี้ยง
สายน้ำ
 จบเบี้ยเลี้ยง
จบเบี้ยเลี้ยง
ผนังบาง
 จบเบี้ยเลี้ยง
จบเบี้ยเลี้ยง
การกัดบ่าฉากของฐานผนังบาง
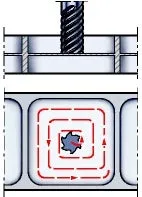 การตัดแต่งขึ้นรูปด้วยเครื่องจักรฐานบาง:
การตัดแต่งขึ้นรูปด้วยเครื่องจักรฐานบาง:
- ใช้การไล่ระดับเป็นวงกลมที่กึ่งกลางของพื้นที่ฐานตามความลึกที่ต้องการ
- ไถลออกไปด้านนอกเป็นทางลาดเป็นวงกลมจากจุดนั้น
หากเกี่ยวข้องกับการกัดพื้นผิวที่ด้านตรงข้ามผ่านการกลึงมาแล้ว:
- ใช้เครื่องมือที่มีจำนวนคมตัดขั้นต่ำ
- ใช้แรงสัมผัสด้านนี้ให้น้อยที่สุดเท่าที่จะเป็นไปได้
หากชิ้นส่วนมีรูตรงกลางฐาน:
- ปล่อยให้ขารองรับอยู่กับที่เมื่อตัดเฉือนด้านแรก
- กลึงด้านที่สอง
- ถอดขารองรับออกหลังจากเสร็จสิ้นทั้งสองด้านแล้ว