
การใช้เครื่องมือ, งานกัด กลึง, บทความทั้งหมด, สาระแมชชีน
Down milling vs. up milling
แต่ละครั้งที่คมกัดเข้าสู่การตัด จะได้รับแรงกระแทก ต้องพิจารณาประเภทหน้าสัมผัสที่เหมาะสมระหว่างคมตัดกับวัสดุที่ทางเข้าและทางออกของการตัดเพื่อการกัดที่ประสบความสำเร็จ ในการทำงานกัด ชิ้นงานจะถูกป้อนด้วยหรือสวนทางกับทิศทางของการหมุนของหัวกัด ซึ่งส่งผลต่อการเริ่มต้นและสิ้นสุดของการตัด และหากใช้วิธีกัดล่างหรือกัดบน
กฎทองในการกัด – หนาไปบาง
เมื่อทำการกัด คุณต้องพิจารณาเสมอว่าเศษเกิดขึ้นได้อย่างไร ตำแหน่งหัวกัดที่สร้างเศษ และคุณควรเล็งไปที่เศษหนาที่ทางเข้าและเศษบางที่ทางออกเสมอ เพื่อให้แน่ใจว่ากระบวนการกัดมีความเสถียร
จดจำกฎทองในการกัด – หนาไปบาง – เพื่อให้แน่ใจว่ามีความหนาของเศษต่ำที่สุดเท่าที่จะเป็นไปได้เมื่อออกจากการตัด
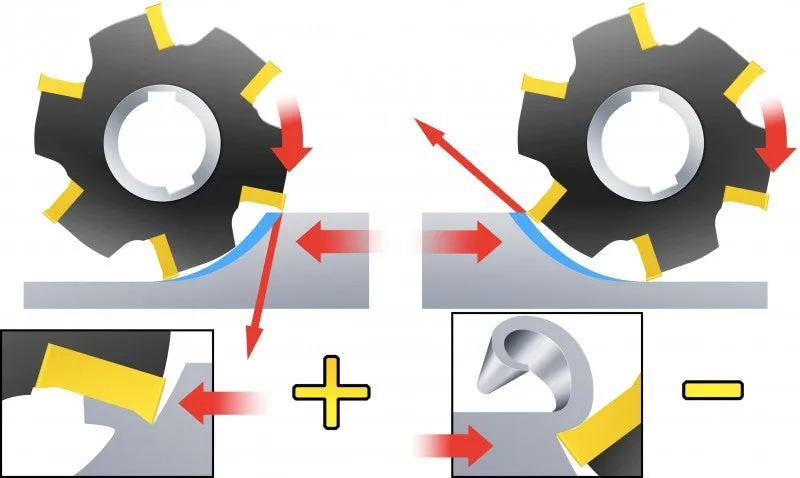
การกัดลง
ในการกัดลง (การกัดไต่) เครื่องมือตัดจะถูกป้อนตามทิศทางการหมุน การกัดดาวน์เป็นวิธีที่นิยมใช้เสมอในทุกที่ที่เครื่องมือกล อุปกรณ์จับยึด และชิ้นงานจะเอื้ออำนวย
ในการกัดขอบล่าง ความหนาของเศษจะลดลงตั้งแต่เริ่มตัด และค่อยๆ ถึงศูนย์เมื่อสิ้นสุดการตัด วิธีนี้จะช่วยป้องกันไม่ให้ขอบเสียดสีกับพื้นผิวก่อนที่จะทำการตัด
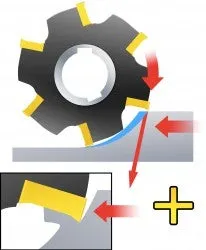
 ความหนาของเศษขนาดใหญ่เป็นข้อได้เปรียบ และแรงตัดมักจะดึงชิ้นงานเข้าไปในหัวกัด ทำให้คมตัดอยู่ในรอยตัด
ความหนาของเศษขนาดใหญ่เป็นข้อได้เปรียบ และแรงตัดมักจะดึงชิ้นงานเข้าไปในหัวกัด ทำให้คมตัดอยู่ในรอยตัด
อย่างไรก็ตาม เนื่องจากเครื่องตัดมักจะถูกดึงเข้าไปในชิ้นงาน เครื่องจักรจึงจำเป็นต้องจัดการกับการป้อนโต๊ะโดยใช้การกำจัดแบคแลช หากเครื่องมือดึงเข้าไปในชิ้นงาน อัตราป้อนงานจะเพิ่มขึ้นโดยไม่ได้ตั้งใจ ซึ่งอาจทำให้เศษมีความหนามากเกินไปและขอบหักได้ พิจารณาใช้การกัดสูงสุดในกรณีเช่นนี้
ขึ้นการกัด
ในการกัดขึ้น (การกัดแบบธรรมดา) ทิศทางการป้อนของเครื่องมือตัดจะอยู่ตรงข้ามกับการหมุน
ความหนาของเศษเริ่มต้นที่ศูนย์และเพิ่มขึ้นเมื่อสิ้นสุดการตัด คมตัดต้องถูกบีบเข้าไปในรอยตัด ทำให้เกิดการเสียดสีหรือรอยไหม้เนื่องจากแรงเสียดทาน อุณหภูมิสูง และบ่อยครั้งที่ต้องสัมผัสกับพื้นผิวที่ผ่านการชุบแข็งซึ่งเกิดจากคมตัดก่อนหน้า ทั้งหมดนี้ช่วยลดอายุการใช้งานของเครื่องมือ

 เศษที่หนาและอุณหภูมิที่สูงขึ้นที่ทางออกจากการตัดจะทำให้เกิดความเค้นดึงสูง ซึ่งจะลดอายุการใช้งานของเครื่องมือและมักจะส่งผลให้คมตัดเสียหายอย่างรวดเร็ว นอกจากนี้ยังอาจทำให้เศษติดหรือเชื่อมกับคมตัดได้ ซึ่งจะนำเศษไปติดที่คมตัดครั้งต่อไปหรือทำให้ขอบหลุดร่อนชั่วขณะ
เศษที่หนาและอุณหภูมิที่สูงขึ้นที่ทางออกจากการตัดจะทำให้เกิดความเค้นดึงสูง ซึ่งจะลดอายุการใช้งานของเครื่องมือและมักจะส่งผลให้คมตัดเสียหายอย่างรวดเร็ว นอกจากนี้ยังอาจทำให้เศษติดหรือเชื่อมกับคมตัดได้ ซึ่งจะนำเศษไปติดที่คมตัดครั้งต่อไปหรือทำให้ขอบหลุดร่อนชั่วขณะ
แรงตัดมีแนวโน้มที่จะดันหัวกัดและชิ้นงานออกจากกัน และแรงในแนวรัศมีจะมีแนวโน้มที่จะยกชิ้นงานขึ้นจากโต๊ะ
การกัดที่เพิ่มขึ้นอาจเป็นประโยชน์เมื่อมีการเปลี่ยนแปลงค่าเผื่อการทำงานมาก แนะนำให้ใช้การกัดมากขึ้นเมื่อใช้เม็ดมีดเซรามิกในโลหะผสมทนความร้อน เนื่องจากเซรามิกไวต่อแรงกระแทกที่ชิ้นงาน
อุปกรณ์จับยึดชิ้นงาน
ทิศทางการป้อนของเครื่องมือทำให้เกิดความต้องการที่แตกต่างกันในฟิกซ์เจอร์ชิ้นงาน ในระหว่างการกัดขึ้น ควรต้านทานแรงยก ระหว่างการกัดดาวน์ มันควรจะต้านทานแรงดึง