
การแก้ไขปัญหา, งานกัด กลึง, บทความทั้งหมด, สาระแมชชีน
วิธีลดการสั่นสะเทือนในการกัด reduce vibration in milling
วิธีลดการสั่นสะเทือนในการกัด

การสั่นสะเทือนของงานกัดสามารถเกิดขึ้นได้เนื่องจากข้อจำกัดของเครื่องมือตัด เครื่องมือจับยึด เครื่องจักร ชิ้นงาน หรือฟิกซ์เจอร์ เพื่อลดการสั่นสะเทือน มีบางกลยุทธ์ที่ต้องพิจารณา
เครื่องมือตัด
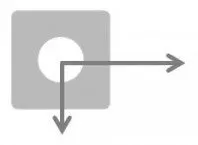
- ด้วยหัวกัด 90° แรงที่ครอบงำจะโฟกัสในทิศทางรัศมี สิ่งนี้ทำให้เกิดการโก่งตัวของหัวกัดที่ระยะยื่นยาว อย่างไรก็ตาม แรงตามแนวแกนขนาดเล็กจะเป็นประโยชน์เมื่อกัดชิ้นงานที่มีผนังบาง/ไวต่อการสั่น
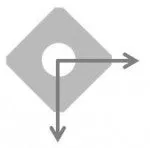
- หัวกัด 45° สร้างแรงในแนวแกนและแนวรัศมีที่กระจายอย่างสม่ำเสมอ
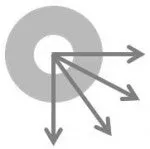
- หัวกัดเม็ดมีดทรงกลมจะส่งแรงส่วนใหญ่ไปที่แกนหมุน โดยเฉพาะที่ระยะกินลึกน้อยๆ นอกจากนี้ หัวกัด 10° จะส่งแรงส่วนใหญ่ไปที่สปินเดิล ซึ่งช่วยลดการสั่นสะท้านที่เกิดจากระยะยื่นของเครื่องมือที่ยาว
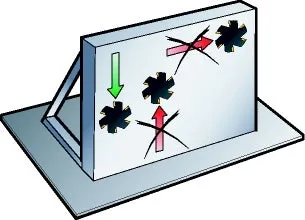
- สำหรับการกัดปาดหน้า ทิศทางของแรงตัดจะต้องคำนึงถึง:
- เลือกเส้นผ่านศูนย์กลางที่เล็กที่สุดสำหรับการทำงาน
- DCควรใหญ่กว่า e 20–50 %
- เลือกระยะพิทช์หยาบและ/หรือหัวกัดระยะพิทช์แบบดิฟเฟอเรนเชียล
- คัตเตอร์ที่มีน้ำหนักน้อยจะได้เปรียบ เช่น คัตเตอร์ที่มีตัวอะลูมิเนียม
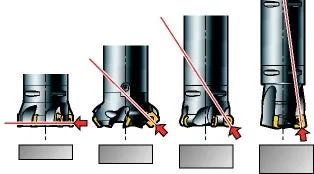 สำหรับชิ้นงานที่มีผนังบางและไม่มั่นคง ให้ใช้มุมเข้างานขนาดใหญ่ = แรงตัดตามแนวแกนเล็กน้อย
สำหรับชิ้นงานที่มีผนังบางและไม่มั่นคง ให้ใช้มุมเข้างานขนาดใหญ่ = แรงตัดตามแนวแกนเล็กน้อย
ที่ระยะยื่นเครื่องมือยาว ให้ใช้มุมเข้างานขนาดเล็ก = แรงตัดตามแนวแกนสูง
เครื่องมือจับ
ระบบเครื่องมือจับยึดแบบโมดูลาร์ Coromant Capto® ช่วยให้ประกอบเครื่องมือได้ตามความยาวที่ต้องการ โดยยังคงความเสถียรสูงและค่าเบี่ยงเบนหนีศูนย์น้อยที่สุด
- จัดชุดเครื่องมือให้แข็งและสั้นที่สุดเท่าที่จะเป็นไปได้
- เลือกเส้นผ่านศูนย์กลาง/ขนาดของอแด็ปเตอร์ที่ใหญ่ที่สุดที่เป็นไปได้
- ใช้ตัวต่อ Coromant Capto® กับหัวกัดขนาดใหญ่เพื่อหลีกเลี่ยงตัวต่อลดขนาด
- สำหรับหัวกัดขนาดเล็ก ให้ใช้ตัวต่อแบบเทเปอร์หากเป็นไปได้
- ในการทำงานที่รอบสุดท้ายอยู่ลึกเข้าไปในส่วนประกอบ ให้เปลี่ยนเป็นเครื่องมือเสริมในตำแหน่งที่กำหนดไว้ล่วงหน้า ปรับค่าการตัดสำหรับแต่ละความยาวของเครื่องมือ
- สำหรับความเร็วแกนหมุนมากกว่า 20,000 รอบต่อนาที ให้ใช้เครื่องมือตัดและจับยึดแบบสมดุล
 เครื่องตัดขนาดใหญ่
เครื่องตัดขนาดใหญ่
 ใช้ความยาวของเครื่องมือที่สั้นที่สุดเท่าที่จะเป็นไปได้เสมอ
ใช้ความยาวของเครื่องมือที่สั้นที่สุดเท่าที่จะเป็นไปได้เสมอ
ยืดยาวขึ้นเรื่อยๆ
Silent Tools ทำให้หัวกัดชุบน้ำหมาดๆ
สำหรับระยะยื่นที่มากกว่าสี่เท่าของเส้นผ่านศูนย์กลางเครื่องมือ แนวโน้มการสั่นของงานกัดจะชัดเจนมากขึ้น และหัวกัดลดแรงสั่นสะท้านของ Silent Tools สามารถปรับปรุงประสิทธิภาพการผลิตได้อย่างมาก

คุณกำลังมองหาคำแนะนำเกี่ยวกับเครื่องมือหรือไม่?
ค้นหาเครื่องมือตัดของเราที่นี่
![]()
ต้องการคำแนะนำ?
ถามคำถามกับเรา
![]()
ต้องการเรียนรู้เพิ่มเติมเกี่ยวกับพื้นฐานการตัดโลหะหรือไม่?
ลงทะเบียนโปรแกรมอีเลิร์นนิงฟรีของเรา
ขอบตัด
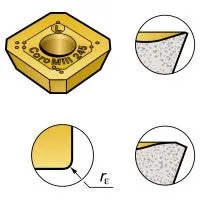 เพื่อลดแรงตัด:
เพื่อลดแรงตัด:
- เลือกรูปทรงการตัดเบา -L ที่มีคมตัด และเกรดที่มีการเคลือบผิวบาง
- ใช้เม็ดมีดที่มีรัศมีมุมเล็กและขอบขนานเล็ก
บางครั้งการเพิ่มการหน่วงให้กับระบบอาจลดแนวโน้มการสั่นสะเทือนได้ ใช้รูปทรงของคมตัดที่เป็นลบมากขึ้นและคมตัดที่สึกหรอเล็กน้อย
ข้อมูลการตัดและการเขียนโปรแกรมเส้นทางเครื่องมือ
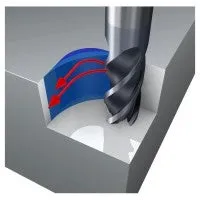
- วางตำแหน่งหัวกัดให้อยู่กึ่งกลางเสมอกับพื้นผิวที่กัด
- ด้วยหัวกัดหรือดอกกัดขอบยาว KAPR 90° ให้ใช้การจุ่มในแนวรัศมีต่ำ: สูงสุดa e = 25% DC และการตัดในแนวแกนสูง: สูงสุดa p = 100% D e
- ในการกัดปาดหน้า ให้ใช้ระยะกินลึกต่ำa pและอัตราป้อนสูงf zด้วยเม็ดมีดทรงกลมหรือหัวกัดอัตราป้อนสูงที่มีมุมเข้างานเล็ก
- หลีกเลี่ยงการสั่นสะท้านที่มุมด้วยการตั้งโปรแกรมรัศมีทางเดินขนาดใหญ่ ดูการกัดในมุม
- หากความหนาของเศษต่ำเกินไป คมตัดจะเสียดสีแทนที่จะบาด ทำให้เกิดการสั่นสะเทือน ในกรณีเช่นนี้ ควรเพิ่มอัตราป้อนต่อฟัน
เครื่องมือเครื่องจักร
 สภาวะของเครื่องจักรสามารถมีอิทธิพลอย่างมากต่อแนวโน้มการสั่นสะท้านของงานกัด การสึกหรอมากเกินไปของตลับลูกปืนแกนหมุนหรือกลไกการป้อนจะส่งผลให้คุณสมบัติการตัดเฉือนไม่ดี เลือกกลยุทธ์การตัดเฉือนและทิศทางแรงตัดอย่างระมัดระวังเพื่อใช้ประโยชน์จากความเสถียรของเครื่องจักรอย่างเต็มที่
สภาวะของเครื่องจักรสามารถมีอิทธิพลอย่างมากต่อแนวโน้มการสั่นสะท้านของงานกัด การสึกหรอมากเกินไปของตลับลูกปืนแกนหมุนหรือกลไกการป้อนจะส่งผลให้คุณสมบัติการตัดเฉือนไม่ดี เลือกกลยุทธ์การตัดเฉือนและทิศทางแรงตัดอย่างระมัดระวังเพื่อใช้ประโยชน์จากความเสถียรของเครื่องจักรอย่างเต็มที่
แกนหมุนของเครื่องจักรแต่ละอันมีพื้นที่ธรรมชาติซึ่งมักเกิดการสั่นสะเทือนได้ง่าย พื้นที่ของการตัดที่มั่นคงถูกอธิบายว่าเป็นแฉกความเสถียร และเพิ่มขึ้นตามความเร็วรอบที่เพิ่มขึ้น แม้แต่การเพิ่มความเร็วเพียงเล็กน้อยที่ต่ำเพียง 50 รอบต่อนาที ก็สามารถทำให้กระบวนการตัดจากที่ไม่เสถียร มีการสั่นสะท้าน ไปสู่ความเสถียรได้
ชิ้นงานและอุปกรณ์ติดตั้ง
พิจารณาสิ่งต่อไปนี้เมื่อกัดชิ้นงานที่มีผนัง/ฐานรองบาง และ/หรือเมื่อฟิกซ์เจอร์อ่อนแอ:
- ฟิกซ์เจอร์ควรอยู่ใกล้กับโต๊ะเครื่อง
- ปรับเส้นทางเครื่องมือและทิศทางการป้อนไปยังโหนดที่แข็งแกร่งที่สุดของเครื่องจักร/ฟิกซ์เจอร์ให้เหมาะสม เพื่อให้ได้สภาพการตัดที่เสถียรที่สุด
- หลีกเลี่ยงการตัดเฉือนในทิศทางที่รองรับชิ้นงานได้ไม่ดี
- การกัดที่สูงขึ้นสามารถลดแนวโน้มการสั่นสะท้านเมื่อฟิกซ์เจอร์และ/หรือชิ้นงานอ่อนแรงในทิศทางที่กำหนด
 สำหรับการติดตั้งที่ไม่แข็งแรง ให้ใช้ทิศทางการป้อนเข้าสู่
สำหรับการติดตั้งที่ไม่แข็งแรง ให้ใช้ทิศทางการป้อนเข้าสู่
โต๊ะเครื่อง
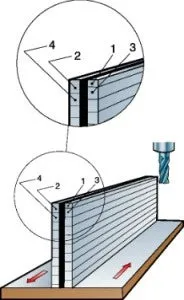 โปรดทราบว่าขั้นตอนแรกควรทำที่
โปรดทราบว่าขั้นตอนแรกควรทำที่
ความลึกครึ่งหนึ่งของขั้นตอนที่สอง สาม ฯลฯ